
| Search our quarter-million Q&As |
Home of the finishing HOTLINE since 1989
-----Mirror finish spray chrome paint: topcoat yellowing
this text gets replaced with bannerText

Because of these problems with real chrome plating, people have long sought paint that looked sufficiently like chrome plating to be "good enough" to serve as a substitute for decorative purposes. The best of these "spray chromes" or "chrome-look paints" involve three layers: a base coat, the shiny layer (which is usually achieved by simultaneously spraying silver nitrate and a reducing solution similar to what is used to make glass mirrors), and a clear top coat to protect the very thin and delicate shiny layer.
Even still, it is not dead easy; it is advisable to stick with a single supplier for the three layers in order to not introduce incompatibility issues.
Q. Hydro-chrome parts are coming out yellow/gold after clearcoat.
Hello everyone, I recently got a hydro-chroming machine and have been trying it out for the past week. Everything seems fine until I come to the clear coat step. When applied, the parts that came out silver-colored have a yellow/goldish look. Has anyone encountered the same issue, and how did you solve it? Thanks all. ⇦ Answer?
- Dubai
June 30, 2025
⇩ Similar, related, Q&As -- oldest first ⇩
Q. Is there anyone who has used any type of three-step spray chrome system that requires special equipment. If so, is it worth the investment?
Zarron LaBargeautobody refinishing - Bridge City , Texas
2004
There are some stories of success (I've seen Jay Leno videos on youtube), but yes, lots of cases of people abandoning it as well. It will probably be safer and less expensive to farm out that coating service the first couple of times, so you learn it's strengths & limitations, and what you and your customers think of it, before investing in equipment, chemicals, and training.
Luck & Regards,

Ted Mooney, P.E. RET
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Need quick confidential answers? $25
Need project assistance? $100/hr.
Q. Hi,
I have a panel shop in Perth Australia. We have recently taken on a new water based chrome paint system (with the mirror finish) to compliment our ongoing business. Having a few difficulties which we would love someone out there to help us overcome...
We are getting a browning ... almost rusting effect that comes up a couple of weeks after we have sprayed. This is definitely under the clear coat. Also a milky side tone in the chrome. We have tried different temperature controls, changing the settings on the guns, and different 2-pack clears over theirs -- all with no joy. Can anyone help us? Many thanks.
automotive ind - Perth, Australia
2004
? What does the paint supplier/manufacturer/franchiser (or whoever the principal is) have to say about it?

Bill Reynolds [deceased]
consultant metallurgist - Ballarat, Victoria, Australia
We sadly relate the news that Bill passed away on Jan. 29, 2010.
A. Hello,
I've seen the exact problem that you are describing. I have a feeling that there is a considerable amount of moisture still present after you have finished the silver nitrating process. The moisture is what is causing the brown tarnish, and it really doesn't matter if you are topcoating, as this traps the moisture (oxidation could occur quicker).
Try to run the parts past some kind of heat source, try 150-200 °F for 15 minutes before applying the topcoat.
Check with the manufacturer first to see if they might know what your problem is.
Sincerely,
Jake KochG. J. Nikolas &Co.,Inc.
Bellwood, Illinois
A. Hi Adrian from Down Under,
I totally agree with Jake about your problems. However, it appears that you are not paying enough attention to details or instructions. Please be aware about the importance of strictly following the instructions.
One of the points as I recall was to make sure that the basecoat is baked for at least 1.5 hours in 130 °F and then the object should be left to cool down preferably over night. The chemical reaction and bonding with the basecoat will not take place unless you make sure that the basecoat is absolutely 100% dry. If your basecoat is not dry enough or the object is still warm, then the chemical reaction and bonding with your basecoat will not happen, even if the activator sheets, you will definitely have a milkiness in the "chrome" layer.
Then there is of course the obvious problem with UV, Sunlight and the effect on Silver nitrate (the "Chrome" layer). You need to block or shade the windows of your spray booth from sunlight, and changing your fluorescent lights inside the booth from "blue" UV emitting ones to a softer "white" light. You should know the effects this UV contamination can have in the "Chrome" layer.
Then there is another problem with not doing a thorough enough job blow drying your "Chromed" object. I have seen and heard of too many "painters" from the old school having this problem. Spend a few more minutes thoroughly blow drying the object you spent so many hours to prepare. Unfortunately, your eyes cannot pick up the trapped moisture under the "Chrome" layer. If you then spray the topcoat onto a moist surface, you should know the result. If you don't, here is what happens: Milkiness in your topcoat. There is also another reason why you could get the "Browning Effect". When you mix your activator, the TIN (II) chloride is very sensitive to: O2, CO2 and moisture. If you are not using all of the contents of one container and are using portions at a time, you MUST make sure that you do not use any metallic objects for measurement, close the lid immediately after use, only open and mix in a very clean environment away from any potential contaminants, and make sure that the container is never opened in a moist environment.
Be happy that by trapping moisture between the 2 layers of 2-pack, you did not get a peel off of the "Chrome" and topcoat. When you have trapped moisture in between the 2 layers and heat it up, think about what happens with the moisture. It tries to evaporate and becomes a gas (steam in this case). The result is the separation of the "Chrome" and topcoat layers from the basecoat (quite logical really). 99.9% of the problems lie with the operator and not the product.
Mike Pietsch- Chaska, Minnesota
Ed. note: Wow, Mike! Thank for such detailed and explicit advice!
A. You need to use black or silver basecoat to stop the streaky milking effect you are talking about,
Humidity must be 50%, temperature must be 25 °C to spray chrome,
Need to be put in a drying area far away from paint machine, (this is where your rust spots come from)!
Drying room should run cool for first 25 minutes to let the water dissipate, then you heat the room to 130 degrees for the normal amount of time
Clear coat should not be done until at least 24 hours after laying down the chrome
Basecoat must be polyurethane (helps with bonding).
- Queensland, Australia
2006
Ed. note: Thanks Jason.
A. Response for Adrian Ridgway,
The browning after a couple of weeks may be also have to do with the handling of the product before topcoating. It is imperative you wear gloves prior to top coat, otherwise delayed contamination will occur such as the browning. Hope it might help a bit.
Regards
- coventry, west midlands, england
Q. Yellowing after chrome-look paint topcoat. Interesting reading re. tarnishing of product; could anyone please let me know if they have managed to overcome this problem as we are still experiencing the issue of 'yellowing' after top coat periodically?
Many thanks. ⇦ Answer?
- Coventry, West Midlands, England
2007
Multiple threads merged: please forgive chronology errors and repetition 🙂
Spray chrome on plastic process
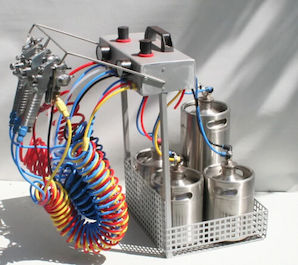
Q. Just recently, I purchased a machine from a Florida based manufacturer that sprays on chrome. It also is a 3 step process, however, the similarities end there. Instead of baths of copper and nickel, the first step here is an epoxy-type spray-on base coat. The second step requires a special gun with dual nozzles that sprays two chemicals which intersect into one spraying the part to be metallized. The last process is a clear coat which has been tinted to give the bluish hue of real chrome. This is done with a standard spray gun.
I've had numerous problems with this process from the base coat developing goose bumps to the silver coming out cloudy. Even when the first two processes came out fine, upon spraying on the clear, there would be a reaction that would cause small bubbles to form underneath the clear or simply would cloud or yellow, days after the final coat. Do you have any insight on this process and machine?
Because of above issues, I have been curious to learn about the process of plastic chroming? I just opened up a shop in Puerto Rico where the demand is vast and have been hampered with the results that I've have so far. Please advise.
Manny Saavedrabody works - Luquillo, Puerto Rico
2006
A. Maybe I am wrong, but your process seems to be a silver mirror technique; if so, you should control the contact time of your dual nozzle, distance, and time between coatings. Wish you good luck and happy new year.

Khair Shishani
aircraft maintenance - Al Ain, UAE
A. Hi, Manny. When someone mentions a two-part spray gun, they are probably talking about what is known as "two-part silvering". Silver nitrate is sprayed from one nozzle, and a reducing agent from the other. This technology has also been used for silvering of mirrors, for putting a conductive coating on phonograph and CD masters in preparation for electroforming stampers, etc. I think you can learn more by googling "brashear process" or "two-part silvering".
by American Society for Electroplated Plastics
on Amazon or eBay
or AbeBooks
(affil link)
But in trying to adapt two-part silvering for use as a chrome-look paint, it's probably worth working with the manufacturer and other users to try to solve these problems, as starting to do the research yourself from scratch will surely leave you many years behind the point that proprietary technology has advanced them to.
Real copper-nickel-chrome plating, especially on plastic, would be a huge step up from chrome-look paint -- nearly every shiny grille on every new car in the world is real copper-nickel-chrome plating on plastic. But the capital cost is huge (close to a million dollars for even a very small line), and that technology has its own steep learning curve as well. Good luck.

Ted Mooney, P.E.
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Need quick confidential answers? $25
Need project assistance? $100/hr.
![]() This website is wonderful!
This website is wonderful!
A. Manny Saavedra
1. The base coat is developing goose bumps?
Do you spray the base coat by gun, or dip your products into tank? Sometimes spraying the base coat it is very easy to get many bumps.
2. The silver becomes yellow?
Have you used stability chemical S, and how long you put the chrome layer in the air?
Above is very important.
chrome - Chengdu, Sichuang province, China
November 30, 2012
Q. I have also a problem of yellow after the signal coat. I very re-examined and it would seem that the filter that I use for the water of chromium does not correspond to the need for purity. Yours can be the same problem. Can a person say to me whether filters have to used and/or where to find it? Thank you in advance.
Serge Carre- Martinique
2007
A. Yellowing or tarnishing can occur by means of a couple of things firstly the chemicals your using are out of date they should be clear (look at the activator if it is a brownish colour before you use it think what it will do if you spray it) secondly your water must be pure; any contaminants, salts, minerals, etc. will all effect the result.
Hope this helps.
- Chester, England
Why does topcoating of chrome-look paint cause yellowing?
[editor appended this entry to this thread which already addresses it in lieu of spawning a duplicative thread]
Q. Hi,
I have recently purchased a spray chrome machine with four cylinder tanks, one is for water and the other three are for chemicals. I have not been successful chroming, just when I spray the top coat, the object start to yellow. Please suggest what may cause this problem and what is the solution.
Thanks,
Lenny
Buyer - Surabaya, Jawa Timur, Indonesia
August 8, 2008
A. I had the same problem, try misting/fogging the clear coat, by that I mean you instead of spraying the clear coat directly onto the chrome paint have your gun/aerosol spraying over and not onto (like dusting) the paint. Oh, and leave the paint to dry for at least 48 hours; paint dries on the top but cures outward and that can take up to eight weeks.
Hope this helps
- Glasgow Scotland
April 7, 2009
A. We have spent the last year in a consultancy to investigate the above problems. The main problem of discolored silver is due to problems with the strength or formulation of the Reducer component; additionally the sensitizer solution's formulation also effects this area. First check that you are correctly diluting your stock solutions before spraying. Sometimes reducing the strength of the reducer buffer mix compared to the silver solution helps. Frankly the accuracy with which some suppliers make up their product seems very variable!
Rest assured the basic aerosol silvering system can be made to work reliably but in order to do so there has to be attention to detail right from the start of the manufacturing process to the final spraying; any error of formulation or contamination of the solutions results in defects.
- Ashford Kent UK
March 1, 2010
Multiple threads merged: please forgive chronology errors and repetition 🙂
Q. Sir, I have problem in chroming our parts. When I sand the parts with 1200 Grit sandpaper and clean with Flow Additives and then apply basecoat single time and then apply topcoat, the part can be seen good chrome but there is mark of Flow Additives, but if I used double basecoat and then apply topcoat it is yellowing but the mark of flow additives couldn't been seen. Please inform the solution.
Saroj Motte- Kuwait
August 28, 2008
A. Hi,
I am not an expert on chrome paint, nevertheless I am assuming top coat and base coat are liquid coatings. Therefore, the way you describe your problem makes me think that the base coat and top coat are not manufactured from a water white resin system. It therefore follows, as additional coats are added the darker the colour. If this is the case, ask for a pure acrylic based material as these are normally water white in colour, this should overcome your problem.
Birmingham, United Kingdom
Q. I am interested about spray chrome for plastic. Can you share with me the composition of the chemicals for chrome for plastic?
Thanks a lot.
- Batam, Indonesia
April 13, 2009
A. Hi, Oscar. The basic routine for chrome-look spray paint includes a base coat, a bright coat with either small aluminum flakes or the two-part silvering previously discussed, and a clear coat. Getting smooth consistent results will probably also require proprietary wetting/sensitizer/activator processes at the vendor's suggested points in the process, because this is not house paint that can be slopped on, but requires dealing with the surface tension between different layers. As mentioned, googling for "Brashear process" will get you started, but the manufacturers have put in years of research optimizing this process for use as chrome-look paint, and the product of that effort is trade secret, it's not public domain knowledge. You'll be years behind unless you use proprietaries. Good luck.
Regards,
Ted Mooney, P.E.
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Need quick confidential answers? $25
Need project assistance? $100/hr.
Multiple threads merged: please forgive chronology errors and repetition 🙂
Yellowing problems with spray on chrome system
Hi. I am a new owner of a spray chrome system. Does anyone out there know why all the parts turn yellow after a week or so after they are done? Seems the sun plays a big part in this problem ... went through the whole batch with no luck; everything turned.
I tried every way you can think of to stop it, even 4 pro painters tried also. By the book. It still all yellows. I am out of product and scared to place another order from them ... can someone HELP ME. Can't seem to get anywhere with the company I got the system from -- out of business before I got started. THANKS. David
David Stoneyellowing in the chrome - Wilmington, Delaware
July 7, 2010
A. Hi, David. We don't recommend one supplier over another in this forum (huh? why?), but you say you can't get help from the supplier, so see if another supplier has supplies that are compatible with the spray system you have. Banners for a couple are at the top of the page.
Regards,
Ted Mooney, P.E.
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Need quick confidential answers? $25
Need project assistance? $100/hr.
A. Hi, I'm Dave from SC, what we have found is water has to read 000 on a tds scale.
Next if it's sticky outside, heat each part with a hair dryer ⇦ on eBay or Amazon [affil link] right before the clear; it's a balance: you do not want to overheat the part (the clear will dry too fast making it hard to get a gloss) also a good paint kept around 85-90 deg and you must control the wetness in the air.
Darrel Right- Fort Mill, South Carolina
September 10, 2012
Q. I attended the Spray-on Chrome school in Fla. I too have the guns but no chemical and need help getting the process down in the shop. Silver Nitrate is the name of the shiny process. It was a little pricy to buy the good stainless setup. 14,000.00 USD. I need to know what will work for the base coat (white epoxy?). Will be doing lots of Pot metal in our restoration shop. ⇦ Answer?

Joseph Geisler
- Branson, Missouri, USA
November 26, 2010
[editor appended this entry to this thread which already addresses it in lieu of spawning a duplicative thread]
Q. Hi. I have a problem: when I spray top coat on the silver it goes yellowish.
I need help.
- Beirut, Lebanon
February 27, 2013
 Hello everyone -- hearing about the chroming process problems took me back in time to the exact day that I put all my money in a trash can. The spray on chrome is so sensitive and full of hidden tricks that as far as I know 8 of every 10 buyers quit in the process. Every single spot, tarnish or yellowing puts you back another 1,000 dollars, buying kits hoping that the next one is the good one. Sorry but it is true, and there are at least 6 persons in PR that can prove it.
Hello everyone -- hearing about the chroming process problems took me back in time to the exact day that I put all my money in a trash can. The spray on chrome is so sensitive and full of hidden tricks that as far as I know 8 of every 10 buyers quit in the process. Every single spot, tarnish or yellowing puts you back another 1,000 dollars, buying kits hoping that the next one is the good one. Sorry but it is true, and there are at least 6 persons in PR that can prove it.
- Puerto Rico
Milky UV paint on PVD parts
PVD stands for physical vapor deposition -- in this case probably vacuum metallizing with aluminum. This process is quite similar to spray chrome, except the shiny layer is applied to a large quantity of parts in a vacuum chamber rather than them being individually sprayed. Vacuum chambers are million dollar items but save labor, so they are appropriate for mass production needs.Q. 3-Layer coating system (primer, PVD, & topcoat) problem:
The spray application with UV-lacquers on PVD treated parts in the laboratory develops very well and we are close to deliver samples to some anxious customers. However, as always, we have one final issue.
On some areas, the topcoat become milky, se attached pictures. It is not visible directly after curing but develops during 1-5 days. It is concentrated to areas were the coating is expected to be thicker than on other areas. So far, we have only observed it on horizontal areas well exposed to the UV-light. All observations are done with Al/Si-alloy as metallization and with maximum 1 hour between metallization and top coating.
For the moment, we do have 3 theories:
1. Under curing: Due to extra thickness, the lacquer is not fully polymerized and therefore sensitive to humidity absorption.
2. Over curing: Stresses between thick and thin create a process that broke up the crosslinking making the lacquer opaque/non-transparent.
3. No flash of: In order to avoid dust and other defects, we use no flash of before UV-curing. If the lacquer, the working atmosphere and the substrate surface includes some water molecules, those will be trapped in the cured lacquer, and maybe causing this milky effect over time.
We do work according to all parameters by UV-lamp supplier Fusion and UV paint manufacture recommendations. You might have other theories and those are most welcome. We like to hear your opinions in order to know in which direction we shall go. ⇦ Answer?
Technical advisor - Hassleholm, Sweden
April 28, 2014
Q. Hi dears,
Thanks in advance for cooperation by advice which needed condition or chemical to got bright and shiny chrome coat as I killed myself at lab daily over 10 hours daily and got final formula but it still needs improvements to be more bright and shiny and I am stuck on this and hope to find answer from professionals in this major.
initiator and owner for new chrome coat chemical plant - Saudi Arabia
February 17, 2015
![]() Hello Zain. The basics are common knowledge and have been explained on this page. But the fine details for optimum chrome-look paint remain proprietary.
Hello Zain. The basics are common knowledge and have been explained on this page. But the fine details for optimum chrome-look paint remain proprietary.
If, as the first step, you tell us the not-fully-successful formula you arrived at after all your work, hopefully someone will reveal what changes they made to further improve it. But people guard the fruits of their labor and I don't really think the first step will happen, let alone the second step :-)
But good luck.
Regards,
Ted Mooney, P.E.
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Need quick confidential answers? $25
Need project assistance? $100/hr.

Achieved this today. A gift on my birthday, from the almighty
Q. Hello everyone,
I am trying to do spray chrome silvering in India, new Delhi. Have attended a 2-day training also, with no problem of chemicals. But the process needs practical workshop experience and trained persons (like a trained painter). Still the teething problems like whitening, haziness in chrome spray, yellowing, blackening are the initial experimental problems.
I am passing through that phase, but googling is helping me find solutions from here and there. Now I am streamlining the whole process by keeping control right from DM Water to chemical measurements. Trying to find out how the chemicals are made and what AgNO3 percentages would be perfect. If anybody has developed a formula and can share for the benefit of other like-minded it would be appreciated.

Balbir thukral
Tyre Machines - New Delhi, India
March 24, 2018
![]() Hi Balbir. I think that one of the issues here is that a number of companies have put a substantial amount of costly development effort into their chemistry, and they sell the chemistry plus technology as a proprietary package. We can't expect those companies to simply give us the fruits of that effort for free; so we'll probably see their licensees enjoy more success than others can achieve initially from lesser efforts.
Hi Balbir. I think that one of the issues here is that a number of companies have put a substantial amount of costly development effort into their chemistry, and they sell the chemistry plus technology as a proprietary package. We can't expect those companies to simply give us the fruits of that effort for free; so we'll probably see their licensees enjoy more success than others can achieve initially from lesser efforts.
Still, most technologies gradually evolve from proprietary to generic, and people are achieving ever increasing success with home-brew. We have many threads on this site about chrome-look paint. Marvin Sevilla has been exceptionally generous in sharing what he knows about it, so please search the site for "chrome-look paint Marvin Sevilla".
But if you have learned a bit in that 2-day course, and want to encourage info exchange, it's always best to start by volunteering something important that you've learned, even if you've enjoyed only partial success. "My formula is thus & so, but it is giving me the following problem ..." is way, way, more effective in attracting responses than "Please tell me your formula". We have dozens of open questions on the subject, some of which you might be able to help with :-)
Luck & Regards,
Ted Mooney, P.E. RET
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Need quick confidential answers? $25
Need project assistance? $100/hr.
RFQ: I'm Don.
I have been researching this (spray chrome system) for about 2 years! The best silver nitrate systems use a (silver seal rinse) for the final spray while the part is still wet with DI water. Then spray rinse one more time before blowing dry! My question is, what is that (silver seal rinse) and where can I get it?
Because it doesn't come with any of the kits on the market!
Mold making - titusville, Florida
December 2, 2018
Ed. note: This RFQ is outdated, but technical replies are welcome, and readers are encouraged to post their own RFQs. But no public commercial suggestions please ( huh? why?).
Q. I am going to start business related to chrome spray from India. How to prepare chemicals and mixing details for AgNO3. Please explain to me in detail.
Sajeesh kumar- coimbatore, Tamilnadu, India
February 10, 2019
A. Hi, cousin Sajeesh. Exactly what does "related to chrome spray" mean please? Applying spray chrome is one thing, but building a chemical formulation house is a totally different one.
If you intend to apply the coating, please buy proprietaries. Most people wouldn't even formulate their own house paint or car paint, let alone the 4-coat system required for spray chrome (base coat, activating wetter, silver nitrate plus reducer layer, and hard non-yellowing topcoat). Some chrome spray is aluminum flake rather than silver-based. Even people with years of experience like Martin Sevilla warn us that such attempts are a foolish exercise. But please study this thread, and threads 26415, 35373, and 56727 ... or you might search the site for "chrome-look paint Martin Sevilla".
If you will be formulating your own silver nitrate layer, please give us some hints about the final topcoat layer to be compatible with it, durable, and (per the main thrust of this thread) non-yellowing. What are you doing for that? Thanks!
Best of luck!
Ted Mooney, P.E. RET
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Need quick confidential answers? $25
Need project assistance? $100/hr.
RFQ: I try to make a living out of spray chroming but I lose clients because of the chroming going yellow. I didn't make my own chemicals because I haven't got the recipe so we don't know what chemicals you buy from somebody.
JAN FERREIRA- PRETORIA GAUTENG SA
May 11, 2023
Ed. note: This RFQ is outdated, but technical replies are welcome, and readers are encouraged to post their own RFQs. But no public commercial suggestions please ( huh? why?).
A. Hi Jan. Although the topcoat naturally needs UV-inhibitors to resist yellowing, I suspect that some topcoats turn the silver nitrate layer below them yellowish.
Normally you buy the base coat, silvering layer, topcoat, and any required wetting/activation chemistry from a single vendor.
Luck & Regards,
Ted Mooney, P.E. RET
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Need quick confidential answers? $25
Need project assistance? $100/hr.
Sorry! Finishing.com is temporarily Read-Only.
Please maintain your bookmarks! Although Ted Mooney is retiring, finishing.com is not!
It will have a new owner/curator very shortly!