
-----
Cadmium Plating Q&A Problems & Solutions
this text gets replaced with bannerText

Q. Thank You.
I recently emailed you about our 27 gallon Cadmium Tank on why our product was tarnishing after baking (thread 9998).
We have obtained a Hull Cell Test to analyze our plating solution. We have the Hull Cell Scale to interpret the test plate after completing the test.
We believe the brightener level is too high.
This is our first time with the Hull Cell test.
What are we looking for on the test plate as far as what is wrong with the solution? What will the plate look like?
Is there a website that has videos or pictures of what to look for?
You have an Awesome Forum!
Thank You in Advance
- Bend, Oregon
March 12, 2023
A. Hello again, John. Thank you for the kind words.
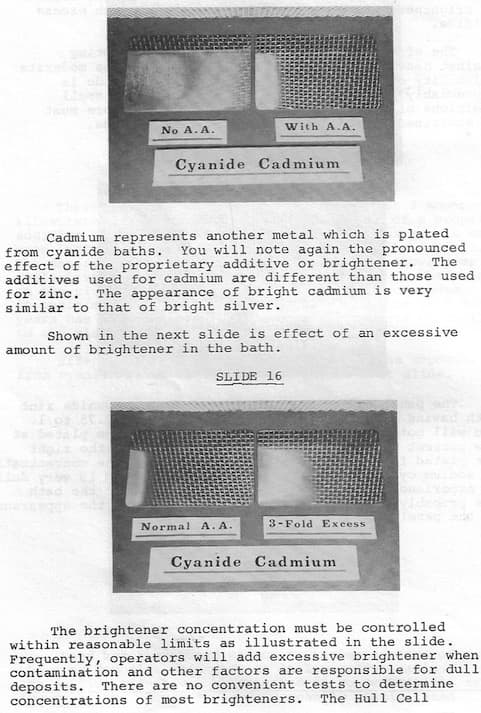
I don't know of any current presentations on Hull Cells for cadmium plating, but if we go back 50 years, here's a page from AES "Hull Cell Tests for Quality Plating" covering the effect of too little and too much brightener. There were color slides corresponding to the printed B&W photos but I misplaced them, probably 49-1/2 years ago :-)
Google finds an almost endless list of Hull Cell presentations and videos, so I can't view them all to suggest the best, but I think both of the following are quite good:
• "Interpretation of Hull Cells, How & Why" and
• "Interpreting Zinc Plated Hull Cell Panels"
The zinc plating is similar enough that I think the above video will be quite helpful. Basically you will probably see burnt plating at the very left edge, and little to no plating at the very right end, but you should ideally see good plating all across the current density range except for the true extremes if the brightener level is right.
If you send a pic of your Hull Cell panel for posting here, hopefully a reader will be able to make suggestions. If it doesn't photograph well because of the shininess, the professional approach is to reflect some screening in it; if that's not available, perhaps reflecting a page from a book might suffice although I haven't tried it :-)
Since you are new to Hull Cells, remember that testing for good plating all across the current density range is one of its uses, but the other use is for "scaling up" tests & calculations whereby you don't make chemical adjustments to your 27 gallons until you try them on 267 ml first. Thanks again for the feedback.
Luck & Regards,

Ted Mooney, P.E. RET
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Ted is available for instant help
or longer-term assistance.
Q. Hello again,
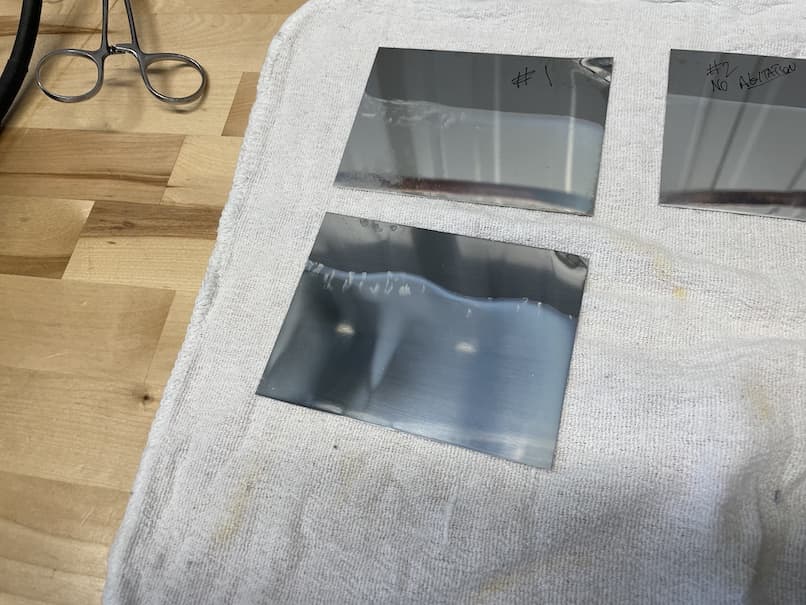
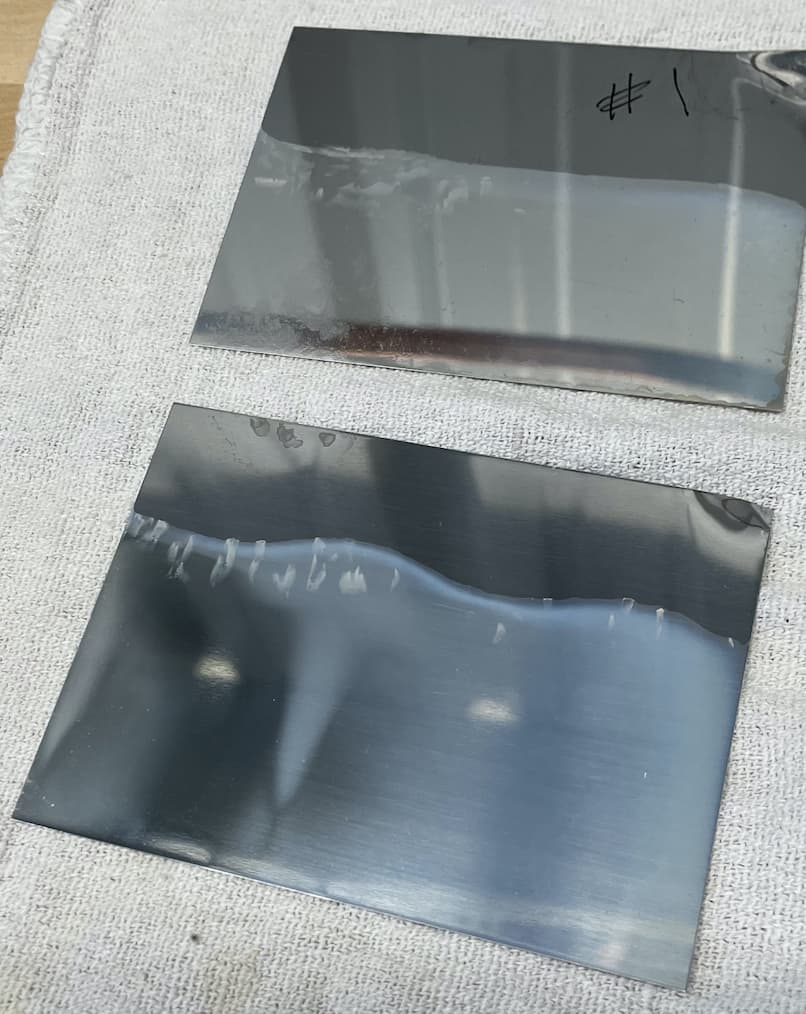
We have preformed several Hull Cell Test on our Cadmium solution.
Thank You for your advice.
We ran the test for 5 minutes at 1 amp.
I have attached some photos of what the test revealed.
Hopefully we can correct the tank. I do not think we are that far off.
Another question if you don't mind.
When we do find out the problem, what is the best way to [keep] solution in the state we need?
- Bend Oregon
March 13, 2023
A. Hi.
I am neither a proficient Hull Cell user, nor a chemical technician, so I hope other readers will chime in, but the lack of brightness of the deposit in the low current density (if that's what I'm seeing) seems to indicate shortage of brightener rather than excess.
Maybe add one drop of brightener to the Hull Cell and stir before trying your next panel and see if the panel gets better or worse.
Luck & Regards,
Ted Mooney, P.E. RET
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Ted is available for instant help
or longer-term assistance.
A. Is your cad process matte or bright? I typically run both a pure cad with no brightener and one with a small amount of brightener. The hull cell on the matte process should have a satin look across the panel with no burning or discoloration. The bright will have a broad range across the panel with only minor discoloration in the extreme high current area. Organics will cause some swirling and you can carbon treat for it. then add back brightener. I start with a liter and treat it in the lab first. Also a good idea is to have a sample tested on an A.A.
⇦ on
eBay
or
Amazon [affil link] for trace metals since only a few ppm of chromium (from the chromate process) will affect it.

Jim Conner
Mabank, Texas USA
Q. What are these crystals seen on the surface of cad plated parts after plating? Why are those crystals building up?

Mary Marin
- Los Angeles, California
September 11, 2023
A. Hi Mary,
This looks to me like it may be cadmium bloom, which occurs when cadmium reacts with certain organic acid vapors. The most common cause for this is improper storage in certain types of wooden containers. Heat and humidity can cause vapors from the adhesives to diffuse into the air and react with the exposed cadmium. Be very careful! Cadmium is a dangerous poison, and those white crystals can form an inhaleable dust when handled.
- Minneapolis, Minnesota
October 6, 2023
⇩ Related postings, oldest first ⇩
Q. I'm doing some small-scale cad plating at home. I'm having problems with getting a "mottled" appearance. What am I doing wrong?
Thanks,
- San Francisco, California, USA
2001
by World Health Organization
on eBay or Amazon
or AbeBooks
(affil link)
Hobby suppliers offer plating processes designed to look like cadmium plating, but which are actually probably zinc or zinc-tin or another zinc alloy. Hopefully that's what you are referring to.
Cadmium is a biocumulative poison like lead and mercury, with similar effects. All workers doing cadmium plating must wear high quality respirators and have their blood periodically tested for cadmium by a physician.
Also, if the city finds you disposing of rinsewater in the sewer system, you may find yourself in serious trouble. Cities sample the sewers for cadmium and track it to its source because of its toxicity, and because if their sludge has cadmium in it they must dispose of it in a hazardous waste landfill which costs them a fortune.
Only the most critical military & aerospace parts are plated with cadmium these days, and it's declining; cadmium is illegal in Japan and many countries. If your parts somehow eventually found themselves into food service, it would be very dangerous; whole families have been hospitalized from using antique cadmium plated refrigerator shelves as barbecue grills.
As a hobbyist please make sure that you are not doing actual cadmium plating.

Ted Mooney, P.E.
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Ted is available for instant help
or longer-term assistance.
Q. I am in the process of an aerospace HND and would like any relevant info on cadmium plating, or where I could find the best source of info. I cannot find any info on cadmium plating equipment, portable or fixed -- any help?
Many thanks.
Alex Caldwell- Reading,Berks, UK
2002
A. What does HND stand for? Cadmium can be plated in barrel or rack, or portable by brush plating. See a text on electroplating for specifying equipment. Cadmium, with it's toxicity problems, has been slated for replacement with other coatings.

Tom Pullizzi
Falls Township, Pennsylvania
A. Please be aware that Cadmium electroplating should not be used in any space application due to outgassing problems in a vacuum. As long as the parts will not go into space there is not a problem except, as stated in a previous answer, there could be environmental issues with the cadmium itself. A few years ago cadmium was banned from a lot of military and commercial applications due to potential toxicity concerns.
David Jones- Canyon Country, California, USA
Brownish Cadmium on Fasteners
Q. Gentlemen,
We are Cadmium plating fasteners in a Cyanide Bath and regularly we get complaints that the parts are turning dark brown (they start as a light yellow and get darker) over time. After Cad, plated parts are soaked in Nitric dip and then chromate.
We have parts in our shop for months and are bright and white. We can't give a chromate that has a final yellowish appearance, our clients want white cadmium.
Also, it happens more on the smaller fasteners (in the bigger ones it seldom happens). Thickness is above 6 um.
The small fasteners are 1/4" by 2-1/2", and the brown color is always on the threads, not the head. If they are larger it doesn't appear on the body of the fastener, only on the threaded parts. We think the problem might start with only a few pieces and over time the rest in the same container get "contaminated" in some way.
Can this be due to the rust in the Cadmium? Thickness on the treads? Why it happens more on the small fasteners? Could it be bad rinses?
Thank you in advance for your help
Enrique Segovia- Monterrey, Mexico
2002
A. If I had to bet on this I would put money on the rinses, try some washed well in a basket with a hose. If they are fine you have the answer the rinse are dirty


Martin Trigg-Hogarth
surface treatment shop - Stroud, Glos, England
A. A second possibility is contamination with another metal. Copper, for example, wants to plate out at low current densities and cadmium doesn't -- with the result that areas like threads discolor first. Please run Hull Cell
⇦ huh?
panels and you may clearly see what is going on.
Luck & Regards,
Ted Mooney, P.E. RET
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Ted is available for instant help
or longer-term assistance.
Q. Dear sir,
We have yellowish problem in cadmium plating with olive drab passivation please give any suggestions.
- Bangalore, Karnataka
April 13, 2024
A. Hi Narasimha,
Does the yellow show before or after chromating? Can you send a pic to mooney@finishing.com for posting here? Have you run any Hull Cell panels? Can you offer clues such as "the color used to be fine, but it changed" or "ours is a new installation which has not yet produced satisfactory work"?
I'm not confident that the problem lies in the maintenance & analysis of your cadmium plating bath, and suspect the chromate (are you sure it's a chromate designed for cadmium rather than zinc?), but guessing the cause of a problem from a single symptom and no data often isn't productive. Tell us more.
Luck & Regards,
Ted Mooney, P.E. RET
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Ted is available for instant help
or longer-term assistance.
Can't plate internal cavity
Q. We have parts we want to get cadmium plated; however, our vendors say they can't because of large internal volumes.
The parts are approx. nine inches long, have an O.D. of 8 inches, and an ID of 7.8 inches - the internal cavities are approx. 8.9 inches deep.
Our problem is that our vendors say they can only plate three or four inches deep inside the parts.
The base metal is E4340 - can anyone suggest a good alternative to cadmium plating for this material?
thanks,
product designer - Huntsville, Alabama
September 15, 2008
A. Hi, Jerry. We have many threads here about possible substitutes for cadmium plating; please put "cadmium plating alternative" or " ... substitute" into the google custom search engine to find those many informative discussions. But the thing is ... nothing else has ALL of the properties of Cadmium, and substitutions can only be suggested with extreme care after understanding the full needs of the component.
But the problem here is not cadmium plating specifically; rather, plating goes where the current goes, and current takes the path of least resistance, so none is flowing to the middle of the I.D., so economical plating of the internal cavity isn't possible. Parts shaped like a topless box are plated all the time and it is possible to cadmium plate these parts ... but perhaps not within your budget. Internal anodes will be required, and perhaps additional handling, like plating with the open end of the hole up, then inverting to minimize dragout, etc. Best of luck.
Regards,
Ted Mooney, P.E.
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Ted is available for instant help
or longer-term assistance.
A. It is possible with additional anode to be given in ID. We are following the same for aerospace components and we are getting the same. If require You can go for even local plating also.
T.Chandra Sekhar Reddyplating shop employee - Mumbai, Maharashtra, India
A. This is not an easy part to plate, so many platers will pass upon the opportunity. It has to be run on a hand rack since it must be plated with the opening up to avoid gas generation being trapped. Parts this size are bulky/heavy which slows down production. It will require several racks made especially for the part. It WILL require an internal anode. Stick cadmium for anodes are very difficult to come by. We ended up casting our own which is a safety problem. Cadmium fumes are toxic!.
Why cad? You might be able to use zinc. EN might work, but would be more costly. Silver is an excellent replacement for cad for most uses, but that is really expensive.
- Navarre, Florida
Cadmium plating roughness problem
Q. We have problem on cadmium plating in inside diameter (bore). The size is 3mm in diameter and 100mm in length. The specification said the roughness should be below 1.00 mm and thickness between 5-9 microns. We have tried to reduce current density to 2 Amps/dm2, but we still got problem, sometimes the thickness is unstable, also the roughness. We used auxiliary anode on bore made from steel. Is there any relation between rectifier ripple and loading quantity (total current used)?
Susie SusilowatiEngineer - Bandung, Indonesia
October 18, 2011
A. Hi, Susie.
Even with an auxiliary anode it is difficult to plate a 3 mm inside diameter 10 mm long because the limited amount of solution inside the diameter can go out of balance very quickly. My suspicion is that the solution is way out of balance long before you've achieved your 5-9 micron plating thickness. I think you will have to force solution flow through the cavity.
Depending on the type of rectifier, operating at a low percentage of capacity can produce extreme ripple. Any rectifier that "chops" the input power as opposed to transforming the voltage (which is most rectifiers today) will suffer this problem. Still, my guess is that this is not the main issue causing the problem that is confronting you. Good luck.
Regards,
Ted Mooney, P.E.
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Ted is available for instant help
or longer-term assistance.
A. Hi Susie
The first thing I would check with a roughness problem is the state of the filters and look for any holes in the anode bags.
The easy to check for particulate contamination is to get a beaker of solution and shine a beam of light through. Viewed from the side it is quite a sensitive test. Do a search on "Tyndall effect".

Geoff Smith
Hampshire, England
Cadmium Barrel Plating is Gritty

Q. We are experiencing problems with our cadmium barrel plating.
On removing and rinsing parts from the barrel, the finished parts are exhibiting minute particles (grain like) randomly dispersed on the surfaces. There are not embedded in the the cadmium plating but more so on the surface. We have to remove the particles using a fibre glass pen.
The contact bombs on the end of the danglers are covered in grainy particles (sand like) which I believe is contributing towards the particles on the finished components.
What is the reason for the grainy build up on the bombs. This occurs even after 1 or 2 loads. Is it because the bombs are sitting static in the barrel during processing.
Any suggestions as to how to solve this problem.
Many Thanks.
Process Engineer - Crumlin, Count Antrim,Northern Ireland
August 20, 2014
Nodule Problem in Cadmium Plating
Q. We run a sulfuric-acid cadmium process on steel substrates in two separate identical tanks (two plating stations each). We recently dumped one of these baths, suspecting it had become contaminated. Since we made this new bath, we are getting extreme roughness in the form of tiny nodules, which form everywhere except the underside surfaces, as the parts are positioned on the rack. Under magnification, these nodules look like tiny brown warts. If you scrub the area with a scouring pad, the nodules shine up like the surrounding cad plate surface.

We have ruled out cleaning. Parts from the other tank do not have this formation. Bath parameters for temperature, acid and metal content, etc., are in range and comparable to the other tank. No leaks identified. We filter these baths with .5-micron cartridges and have no detectable particulate in solution. Is this some sort of stress formation? So far the only difference we have detected between the two tanks is rectifier ripple: the roughness tank has 8%, while the other is only 1%. Even so, 8% doesn't strike us as alarming, but we are working to bring that down.
We use iridium-oxide inert anodes (instead of graphite), and our cadmium anode baskets are bagged.
Any ideas? Our chemical reps have all but given up.
Bruce Brady- Lincoln, Nebraska, USA
October 27, 2017
CADMIUM PLATING: Rough/ Nodule surface problem
Q. Hi.
I'm doing Cadmium plating (DULL FINISH) for almost 4 years.
Lately, the roughness of the surface doesn't meet requirement.
Condition of cadmium tank:
a) NaOH: 20 g/L
b) NaCN: 108 g/L
c) Sodium carbonate: 34 g/L
d) Cadmium metal : 30g/L
e) Working temperature: 25 °C
f) Filtration: YES, solution continuously filtered through 5 micron string wound cartridge filter.
g) Already done dummy plating for 36 hours at 4amp/dm2. But the result (appearance) still no good (see picture).
Material to be plated is steel and stainless steel. For stainless steel Nickel strike has been done before start plating.
Before going to plating tank, alkaline cleaning, electro cleaning, activation has been done to the parts.
I really need help regarding this issue.
Thank you for your help.
- Selangor, Malaysia
August 27, 2019
Ed. note: No pics received, Izzuddin :-(
Cadmium anodes turn black only during plating
Q. What would cause a black film to form on cadmium anodes while plating that would dissolve very rapidly off the anodes when plating is complete.
Don DavisAmerican Airlines - Tulsa, Oklahoma
February 12, 2020
A. Hi Don. This might depend on whether the bath is cyanide, acid, Ticad, LHE ... so it would be helpful to know. Thanks.
Regards,
Ted Mooney, P.E. RET
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Ted is available for instant help
or longer-term assistance.
|
Q. The plating solution in respect to the post is LHE cyanide cadmium. The film does not seem to effect plating efficiency or HE. Don Davis [returning]American Airlines - Tulsa, Oklahoma A. In a common cyanide cadmium solution the anodes turn black when the free cyanide is too low. Get it back up to about 18 oz/gal and the metal around 3 oz/gal, try it in a bucket first and see if the black goes away and you see clean cadmium color.  Robert H Probert Robert H Probert Technical Services Garner, North Carolina  |
A. Maybe it's turning black because you apply high (very) voltage? After you switch off, the anode turns to normal?
Izzuddin Jaafar- Selangor, Malaysia
March 2, 2020
No cadmium plating coverage on large or rough parts
Q. We have encountered a problem with our cyanide cadmium plating. After 20 mins of plating with 25-35 °C temperature and 2-5 Amps, still the plating is missing on several parts of the job. Plating happens well on small and smooth surface parts but not on un-smooth surfaces and large parts. Keeping in mind that the job is well stripped and degreased before plating. We have some critical jobs pending I would like to hear your valuable opinions.
Zeeshan Ahmad- Islamabad, Pakistan
September 14, 2020
Q. We analysed this specific bath and the analysis result shows that every content of the bath is in range. The composition of the bath is mentioned below.
Bath composition :-
Solution Volume :- 576 litres
CaO : 35-40 g/ltr
NaCN : 90-120 g/ltr
NaOH : 20-30 g/ltr
Additives: NiSO4 : 1kg




- Islamabad, Pakistan
September 14, 2020
A. Hi. I try to give my opinion.
What is the material of the parts?
What is required thickness of the plating?
My opinion,
Plating current is not enough. 2-5 Amps is to low for big parts. It's working well in small parts, but not in big parts, since your surface area already changed.
Use CURRENT DENSITY (need to calculate to set your current based on surface area of the part) between 20-30 ASF (ampere per square foot).
Refer to the jig picture, it was difficult design for me. It is better to use one hook jig only, and try to rotate the part in interval time of five minutes.
If, after applying above steps, you need to setup new anode that located at the very deep area (plating hard to reach/ cover).
Thank you.
- Selangor, Malaysia
Q. Hi,
I'm working for ITT Cannon as Plating Engineer for the Cadmium cyanide Process. Recently we got in 5 of our cad tanks a pitting condition around Hull Cell and Parts,; the pit condition is around all the cell (High current density and low current density).
We try to fix using Metex S-3 as cadmium wetter. It works but it does not resolve the pitting condition, we made dummy plate every day since February 2021 with Carbon filtration and i'm looking for advice if the Lead (lead comes from Cad Anodes) could be an issue?
I hope that someone can advise us.
- Nogales, Mexico
April 6, 2021
A. Hi. If the wetter doesn't relieve the pitting, I'm guessing they are not gas pits (which would be hemispherical and shiny). But if they are, and they are also on the Hull Cells (which don't get exposed to any polishing/buffing changes you might have made), then it remains as something wrong with the wetter. Are you able to do dyne testing?
A good close up picture of the pits would probably help get us all on the same wavelength, but if the Hull Cell panels do not enter your standard pretreatment baths, clearly the problem is in fact with the cadmium plating solution.
Luck & Regards,
Ted Mooney, P.E. RET
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Ted is available for instant help
or longer-term assistance.
Q. Cad plated parts with yellow chromate look like they were not rinsed properly and allowed to dry.



Manufacturing Engineer - Lancaster, Texas
February 8, 2022
A. No, it looks like he did not neutralize the cyanide plating solution before going into the yellow chromate solution. Good practice requires a weak nitric acid dip ahead of the yellow chromate, but most job shops do not maintain the acidity of the weak nitric pre-dip.
Robert H Probert
Robert H Probert Technical Services
Garner, North Carolina
![]() Thank you very much Mr. Probert.
Thank you very much Mr. Probert.
This is a job for the military and is supposed to be Cadmium Plated per AMSQQP416, Type II, Class 2
Manufacturing Engineer - Lancaster
Ed. note: This is one 60,000 threads on finishing.com; we have several threads focused on specific cadmium plating problems like topic 47214 "Cadmium plating turning black" and topic 36051 "Cadmium plating blistering/adhesion problems". Please search the site for "Cadmium plating [specific problem]".
Q, A, or Comment on THIS thread -or- Start a NEW Thread