
| Search our quarter-million Q&As |
Home of the finishing HOTLINE since 1989
-----Nickel Striking/plating on stainless steel problems
this text gets replaced with bannerText

Q. The company I work for uses Wood's nickel strike ⇦ huh? on stainless steel, which is sand blasted prior. The problems are blotchy plating and a pinkish color coming out of tank; we then go into a cadmium bath. Our nickel tank uses no nickel chips or rounds, and no one seems to have an answer.
John BlasEmployee - Ronkonkoma, New York
March 23, 2024
A. Hi John,
If you're not using chips or rounds I guess you're using rolled (stick) anodes. These probably have copper alloy hooks; and a "pinkish color" in the deposit often indicates copper, so two questions:
1. Is there a chance the hooks are too long or the solution level too high and the hooks are in solution?
2. Have you done an analysis for copper in your Wood's strike?
Luck & Regards,

Ted Mooney, P.E. RET
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Need quick confidential answers? $25
Need project assistance? $100/hr.
⇩ Similar, related, Q&As -- oldest first ⇩
Q. This is the first time I visited this site so I hope I'm in the right forum. I am a process mgr. for a medium sized plating shop. We do a lot of plating in the automotive industry. Here's a problem I'm wondering if anybody else has come across. One of our processes we use is an alkaline zinc-nickel bath. On parts we plate that have stainless steel we put a nickel strike on before plating.
Our nickel strike bath is made with HCl acid as our base and nickel chloride. In years past we had no problem with this strike and it would last indefinitely with minor adds. This past year with increased use of this strike it seems we reach a point and it becomes bad. We notice after about a month we have to make up a new bath.
Another phenomenon we noticed is we used to use titanium baskets for our nickel chips in this bath but for some reason the bath attacks the titanium and turns these metal baskets into paper and then they burst. Now we use nickel slabs with no baskets. Does anybody know what could be going wrong with our nickel strike?
John Sartor- Toledo, Ohio
1999
A. John, You are not alone. This subject comes up several times a year in this section.
1. Titanium does not like high chloride and high voltage. You have both in a Woods nickel strike bath.
2. The next mistake a lot of people make is to use Sulfur Depolarized (SD) chips or rounds. You get a fairly rapid build up of sulfur which is hard to get out, makes the strike very nearly totally useless and stinks. My preference is for rolled depolarized nickel. Some people have had luck with carbon depolarized nickel. Straight electrolytic nickel will probably work ok also. You do need bags, I think that Dynell will stand up to the acid, You do not particularly want a tight weave.
3. A heavily used tank really needs constant or regular filtration.
4. A monthly granular activated carbon treatment will do wonders for the longevity of the tank chemicals. One dump will pay for a reasonable system. While I really like Flo-King pumps I strongly recommend using a canister filter that will take bulk carbon, rather than using a huge bag on the intake. I particularly like the one that has an easily removed container. On really big ones, Rosemont has a very nice one. In the smaller one, many are very nearly equal and it gets into personal preference. PS, carbon filter cartridges cost too much for the small amount of carbon that you get and increases the amount of waste to dispose.
5. Using the lower end of the recommended nickel range and the middle of the acid range holds down the generation of nickel ions in the tank. For some reason, the higher the nickel gets, the faster it is generated by the difference in anode and cathode efficiency. Yes, I know, it seems backwards, but is not.
6. If you follow the above, you will probably never make another dump except small ones to control the amount of nickel in the tank.
James Watts- Navarre, Florida
Ed. note: Thanks for a great exposition, James.
A. We have experienced the same problem with the same Nickel Strike. We plate on copper alloys. The rectifier we are using is of the older type and needs about 10 seconds before it brings up the right power. Thus we thought that copper might be dissolving into the bath during this 10-second period. We have now modified the circuit to give power as soon as the work goes in the bath. We haven't had the problem again so far.
Mark Camilleri- malta
A. John, it would not hurt to electrolyze your tank at least once every ten days,you should probably add at least one gallon of twenty percent baumé HCl each time you electrolyze. This will help keep contaminants out of your tank. Mike
Michael Shepard- Millville New Jersey
A. John sarter,
I had the same problem, like baskets in nickel strike thinner than copy paper and the baskets broke into the tank.
We found the problem: incoming hydrochloric acid was contaminated with hydrofluoric acid. We dumped the nickel strike, then made up new, checked the hydrochloric acid, new titanium baskets. After that we do not have any problem.

Popatbhai B. Patel
electroplating consultant - Roseville, Michigan
September 20, 2018
Q. Need general to specific description for the Nickel Strike application/process. Need to be able to explain to off-shore vendor how to apply a .0002"-.0005" thick "Nickel Strike" to a stamped stainless steel component.
Mark Groves- Powell, Ohio
2002
A. Mark:
Are you sure you want to buy from that vendor? Are you going to do his homework? We all would like to have more customers like you, guy. Or I missed the point?
Guillermo MarrufoMonterrey, NL, Mexico
A. Hi,
Here is a photo of part of the plating library at New Brunswick Plating Co.
I have to agree with Guillermo!
The idea that "how to do a Wood's Nickel Strike" can be explained to a potential vendor in the paragraph or two appropriate to a public forum isn't realistic. They could start with Jack Dini's "Electrodeposition", but requiring that their plating foreman do a summer internship at a shop which does Wood's Nickel would be more realistic.
Luck & Regards,
Ted Mooney, P.E. RET
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Need quick confidential answers? $25
Need project assistance? $100/hr.
Q. Hello there,
Can anybody tell me which is the most suitable content of HCl (hydrochloric acid) for obtaining a 1 µm thick nickel strike layer on a stainless steel prior to electroless nickel plating?
Please indicate in either ml/l or g/l HCl and quote whether you use 31/33 % HCl acid or 36% HCl acid. Thank you very much in advance for supporting me in this matter!
Best regards,
Thomas Vöhse- Oberkochen, Germany
2002
|
A. Dear Thomas! In order to plate (galvaniseren) s/s steel you need a Woods nickel strike. This is made up of approximately 6 oz/gal of nickel as nickel chloride (nickel chloride NICL2 6H2O)in 10 pct by volume hydrochloric acid (Chlorwasserstoffsaure oder Salzsaure)used as room temperature. After a 30-second-to-one- minute strike the parts are directly transferred to the plating tank; thus avoiding any possibility of repassivation during the rinsing cycle. Gary Patigler- Richmond, California A. Dear Thomas, This is a "Woods bath", 200 g/l HCl 120 g/l NiCl2 room temperature first 1 minute without current, after that 1 A/sq.dm Andrej Abrosimov- Kokkola, Finland |
A. I would suggest you go to the Metal Finishing Guidebook from Metal Finishing magazine and look up the formulation for a Woods Nickel Strike. It is also published in other reference books. This way you have a reference source rather than a message.
Gene Packmanprocess supplier - Great Neck, New York
Multiple threads merged: please forgive chronology errors and repetition 🙂
Q. Sir,
I am doing trouser buckles of 202 stainless steel.

Nickel Strike solution - Ni chloride (225 gm/litre) and HCl (110 ml/litre)
please tell me the 1. Temperature 2. Voltage 3. Timings 4. Solution
Right now I am doing at 15 volts for half an hour at room temperature.
And what should be the voltage and temperature for bright nickel?
industrialist - Delhi, India
December 11, 2010
A. For a Wood's nickel strike, you should use 90 amps per sq ft for no more than 5 minutes. 3 would be OK and possibly even better as it is extremely compressive. I have a hard time believing that 15 volts is required. Add more anode area and space the anodes better, closer to the part would help.
Right now you are wasting a large amount of electricity generating hydrogen, oxygen and chlorine gas.
- Navarre, Florida
A. Hi, Ashish.
As far as I know, all bright nickel plating baths operate at 140 °F. We assume you're rack plating since you've not told us differently. You need about 40 amps / sq. ft. for full brightness.
Please try to describe what you've been trying and what results you've been getting. If we're not talking about the actual problems you are encountering, but only talking of generic values, you'll obviously find book values faster, more easily, more completely, and more accurately in a plating book than in internet discussions :-)
So please tell us what us actually going on.
Good luck, and regards,

Ted Mooney, P.E.
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Need quick confidential answers? $25
Need project assistance? $100/hr.
Q. Thanks a lot for your revert.
Sir,
Lets talk about the strike nickel first only :-
1. I am doing barrel plating (15 kg per lot)
2. I do the plating at room temperature.
3. Plating is done at 15 volts for half an hour.
4. Rectifier shows 100 amperes.
QUESTIONS ARE :-
1. Is my solution of nickel chloride and HCl is ok?
2. What should be the temperature of solution?
3. What should be the voltage and amperes at the time of plating?
4. How much time should be given to plating?
I am getting a problem like when I bend my product after plating - a layer of nickel breaks off the surface.
I am getting very good brightness and shining that I want, but the problem is nickel breakage.
- Delhi, India
Q. The actual name of the problem which I face is (NICKEL PEEL OFF)
This is the only problem I'm facing.
- Delhi
A. Hi, Ashish.
Thread 13745 discusses the composition of Wood's Nickel strike, quoting several formulations, which you can compare with Robert Probert's suggestion in Thread 30307 of 2 pounds per gallon nickel sulphate and one quart per gallon HCl. Your formulation sounds reasonable.
You must estimate the surface area of your plating load so that you can determine the amperage. Thread 38405 discusses the formulation in additional detail, saying that ambient is the right temperature, and suggesting a current of 30 amps / square foot for 6 minutes--which you can compare to Mr. Watts' suggestion above of 90 amps for 5 minutes and with Jack Dini's "Electrodeposition: The Materials Science of Coatings and Substrates" which mentions 25 ASF [actually written as 268 A/m2] for 5 minutes and says that under certain conditions an anodic pretreatment in 70% by weight H2SO4 at 1070 amps/ square meter may increase adhesion strength. I highly recommend scouring around to find a copy of Dini's book as it has an excellent scientific treatment of the Wood's nickel process.
But peeling of the plating may not be due to improper Wood's Nickel Strike. It can be poor cleaning, but is perhaps most likely to be too highly stressed and non-ductile bright nickel plating. Bending some bright nickel plated Hull Cell ⇦ huh? panels might be very informative. Best of luck.
Regards,
Ted Mooney, P.E.
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Need quick confidential answers? $25
Need project assistance? $100/hr.
Q. Sir, we want to prepare strike nickel plating solution. Please tell me how.
Sreenivas SNaval Dockyard mumbai - Mumbai, India
August 23, 2012
by Jack Dini
on Amazon or eBay
or AbeBooks
(affil link)
A. Hi Sreenivas.
Probably the easiest and best nickel strike solution is Wood's Nickel, invented by Donald Wood of Hill-Cross Company [a finishing.com supporting advertiser].
The formulation is in most plating books including the Metal Finishing Guidebook, but it's 32 oz/gal Nickel chloride, and reported variously as 12 fl. oz of concentrated or 32 fl. oz/gal of 36% hydrochloric acid. If you search our site for Wood's Nickel, you'll find a dozen or so detailed discussions.
Jack Dini's "Electrodeposition: The Materials Science of Coatings and Substrates" has a great chapter on "Adhesion" with quite deep coverage of results from nickel striking.
Good luck
Regards,
Ted Mooney, P.E.
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Need quick confidential answers? $25
Need project assistance? $100/hr.
Q. Dear Andrej Abrosimov,
Why do we want to place it for 1 minute without current in nickel strike?
- coimbatore, tamilnadu, India.
November 26, 2016
A. Hi Ragul. Any time a process like Wood's Nickel is developed, people try variations, and some people will find those variations an improvement. One of those variations is to have the parts start with anodic current or no current, with the belief that this increases the acidic attack on the passive skin on the stainless steel or nickel being activated.
I knew Donald Wood when I was young, but he passed away before I was aware of his work in nickel strikes, so I never got his thoughts on any proposed variations. But I believe Jack Dini's "Electrodeposition" has the most quantitative information on what works best regarding the Wood's Nickel Strike. Good luck.
Regards,
Ted Mooney, P.E. RET
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Need quick confidential answers? $25
Need project assistance? $100/hr.
Q. What range can the ASF be in the Wood's nickel process. The procedure I am reading says that it shall be done for 60 seconds at 50 ASF prior to plating?
Stephen Page- Leeds UK
May 17, 2018
A. Hi Stephen. It probably depends on what substrate you are plating on, and what finish will follow the Wood's strike. As a generality 2-5 minutes of striking time sounds typical, so 60 seconds sounds light to me, but if it says 'shall' in a spec, that's what you must do.
by Jack Dini
on Amazon or eBay
or AbeBooks
(affil link)
Jack Dini reported that it doesn't seem to matter whether you strike at 10 ASF or 100 ASF or in between if the next step is gold plating; but if the next step is nickel plating, adhesion got better on AM363 stainless steel with increase in ASF, 44% better at 100 ASF than at 50 ASF, and 9X better than at 15 ASF.
My personal opinion is that if the immersion times and ASF's that someone is using are working and is within the generally accepted range of say 2-5 minutes and 30-100 ASF, there's probably little point in tweaking them or debating them, but for a new application it's worthwhile reviewing some actual numbers from sources such as Dini's "Electrodeposition" .
Good luck.
Regards,
Ted Mooney, P.E. RET
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Need quick confidential answers? $25
Need project assistance? $100/hr.
Peeling off problem in nickel strike on 303 stainless steel
Q. The 303 stainless steel parts is turning dark after nickel strike
1. Electro alkaline clean 5 mins 8 volts
2. Rinse
3. HCl 200 ml/L
4. Rinse
5. Nickel Strike (HCl 120 g/L, Nickel chloride 240 g/L) 5 mins with 2 ASD
I want to know the correct process and solution composition.
- Hong Kong
September 10, 2018
by Larry Durney
on Amazon or eBay
or AbeBooks
(affil link)
A. Hi Chen. While it may be possible to get better adhesion with a higher ASD or by preceding the strike with a reverse sulfuric acid etch, your general sequence and control parameters sound acceptable.
Please give us some more background info. Is this a new line which has never successfully struck stainless, or is this a new problem on a line which has run for years? That question is from page 1 of Larry Durney's "Trouble in Your Tank?", so it's probably the first question we should entertain :-)
Have you successfully struck type 304 before, but this is your first try with 303? Knowing your actual situation and experience will help people guide you as to whether you probably have a material problem, contaminants, wrong parameters or whatever. I suspect that the blackness is sulfur, possibly excessive sulfur in this particular lot (do you smell sulfur?, do you have a certified composition?).
Sorry, I don't personally know how successful nickel striking of type 303 stainless is expected to be, or whether there are recommended tweaks to the Wood's Nickel Strike sequence for it.
Regards,
Ted Mooney, P.E. RET
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Need quick confidential answers? $25
Need project assistance? $100/hr.
A. Chen,
we plated millions of part 300 series stainless steel part, we do not have any peeling problem.
1) make sure rack or bar making good contact on nickel strike tank. Need Wood's nickel strike.
2) electro clean- reverse current in power acid (10% sulfuric acid, rinse then nickel strike -10% hydrochloric acid -30oz/gal nickel chloride) plate 2-3 minutes 25-40 asf.
Popatbhai B. Patel
electroplating consultant - Roseville, Michigan
September 18, 2018
Strange look to defective nickel strike on stainless
Q. My name is Daniel and I'm a minster heavy press operator. Right now I'm running 302 SS with a .0005 nickel strike and something is definitely not right with this material. However, we can't figure out what it is. The plating supplier is saying that nothing is wrong with the plating bath -- I disagree.
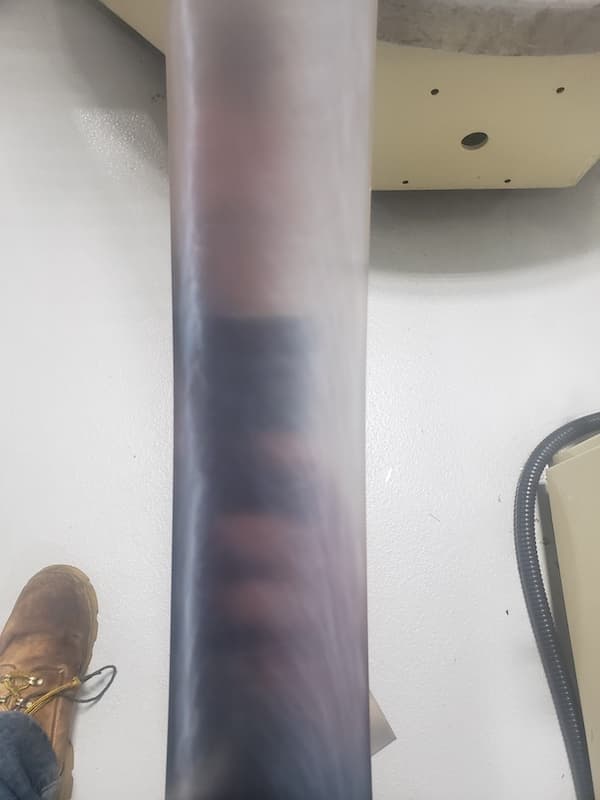
This is a picture of the material if anybody can identify the defect with the material that would be awesome. Thanks.
Daniel schaffer- Delavan, Wisconsin, USA
May 5, 2020
A. Check your anodes and anode connections to make sure all of them are working properly. Secondly, look for anything that could cause a partial barrier or screen between your anodes and workpiece.
The pattern you show is very precise and regular in shape, so I suspect it is not a fault of the process, but your equipment having a physical defect

Trevor Crichton
R&D practical scientist
Chesham, Bucks, UK
Sorry! Finishing.com is temporarily Read-Only.
Ted Mooney is retiring but I have several offers to take it over.
We're working hard to make sure we find it the best new home.