
| Search our quarter-million Q&As |
Home of the finishing HOTLINE since 1989
-----Best Masking Materials & Methods for Aluminum Anodizing
finishing.com is possible thanks to our supporting advertisers, including:

Q. I'm having a problem where tape is starting to leave some type of defect on my anodized parts. We apply tape to the part after anodizing to hold another part to it while the silicone cures. It seems to be more prevalent on higher film thickness 0.7 mils. We spec a clear anodize of 0.4 to 0.7 mils and a nickel fluoride seal. The tape we use is Tesa 4298 ⇦ on eBay or Amazon [affil link] .
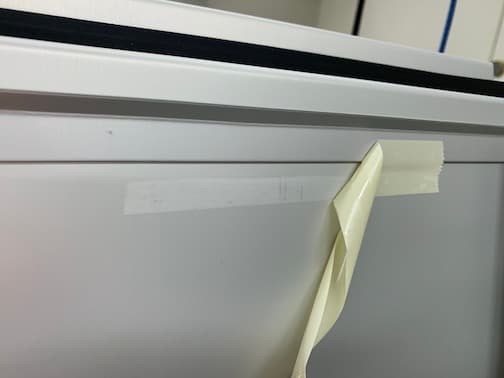
I'm unable to remove the defect using acetone ⇦ on eBay or Amazon [affil link] Flammable! or pumice ⇦ on eBay or Amazon [affil link] . It seems the tape is reacting with the seal. It doesn't feel like residual adhesive. I also noticed it is passing the blue dye seal test, but the nitric leaves a shadow in the first part of the test.
JOHN BUSH- Cleveland, Ohio
May 9, 2022
A. The picture says the coating was not completely sealed, which is not unusual with room temp fluoride seals that are a few days old.

Robert H Probert
Robert H Probert Technical Services
Garner, North Carolina

A. Hi John,
I've got 2 things that come to mind:
-moisture
-pH
That's a natural rubber adhesive. I don't know what sort of chemical interaction it might have with the surface, but if it's a bit alkaline, you could absolutely get lightening and softening. I do not have experience with rubber adhesives applied after processing. Only silicone.
As for moisture, do you notice any difference in severity if the tape is applied within minutes vs within hours or days? This is sort of related to the pH thing in that the presence of residual moisture activates-for want of a better explanation - corrosion. The fact that it's natural rubber... disclaimer, this is not scientific as much as a hunch... it MAY be more prone to interaction with your finished surface.
Check out some different types of adhesive. [green powder coating tape]
(affil link) is a silicone adhesive and pretty inert! Also... Very very sticky. You may be able to achieve the same bond without substrate degradation.
Run a test panel and stick a bunch of different tapes to it, as soon as it's blown dry. Run another and do the same after a couple days drying. You'll find a good adhesive and technique for sure.

Rachel Mackintosh
Lab Rat / WWTF - Greenfield MA
A. adv.
Please email MASKCOAT for any questions [email protected]
We have customers who use our products for electroless nickel plating on a continuing basis. We can certainly help with this.
Mask Coat LLC
West Monroe, Louisiana
⇩ Similar, related, Q&As -- oldest first ⇩
Treatment &
Finishing of
Aluminium and
Its Alloys"
by Wernick, Pinner
& Sheasby

on Amazon or eBay
or AbeBooks
(affil link)
Q. What are best practice materials & methods for masking while anodizing?
Best paints?
Best plugs?
Best tapes?
- Detroit, Michigan
1999
A. One could write a book about the best masking techniques and materials and still not answer your questions. I worked in a shop that did selective hardcoat for IBM, Boeing, and others, and we usually found that each part had its own quirks and oddities. This is one area that is more art and intuition than science. We usually had a few women who did masking almost all the time (sorry guys, women did a better job than men, since they had more patience and better dexterity). These employees made more than the standard rackers, since their work required more skill.
As to who makes masking materials, there are several firms who make a living selling plugs, tapes, paints, even plastic screws for masking. Some are probably listed in the suppliers' section of this site, and "Products Finishing" now has their suppliers' Directory at their site. We used to like to visit the masking vendors' booths at the Trade Shows such as SurFin, and with just a little bit of talking, they become most willing to send samples of the masking devices which they sell, and they would also express their willingness to make custom masking if the volume warranted it. We ended up using several suppliers, because we would find one plug from one vendor, and another plug or tape from another vendor.
One trick we learned when using tape or paint, whether it was required or not, was to give the parts a light conversion coating prior to application of paint or tape. It dramatically improved the chances that the tape or paint would stick through the whole process without undercutting or even lifting off the surface, which can be a disaster, of course.

Phil Johnson
- Madison Heights, Michigan
Ed. note: We can't compare brands & sources on this advertiser-supported, no-registration-required (and therefore largely anonymous) site (huh? why?), so thanks for your deft handling of the question, Phil.
|
Opinion! We also limited our hiring of women to jobs that were too boring for a machine:-0 (!) But I am sure that women end up in the masking department because they are denied the opportunity to work in the plating shop, where the pay is higher, the work is easier, and there is a chance for promotion and a raise. Never, NEVER, use the plating shop as shortcut to anywhere else. Every time the boss, or someone from another department walks through, they always want to know why all the men are standing around in circles, smoking, chatting, or reading. The tanks are loaded up, and it's another 25 minutes before it's time to pull on the old rubber gloves to go retrieve the racks. That's the kind of job those women maskers would really want, if they could get 'em. 
Tom Pullizzi Falls Township, Pennsylvania 1999 Opinion! It is clearly true that not long ago it was difficult for women to break into fields like medicine, engineering, law & politics, etc. And also true that they still have hurdles like sexual harassment. But to assert that willing women are being denied cushy jobs in plating shops! Earth to Pullizzi ... Earth to Pullizzi :-) 120 degrees, 100 percent humidity, condensate dripping down your neck from overhead pipes. Balancing a helmet on your head, wearing goggles and respirator so you can neither see nor breathe well ... a heavy, sloppy rubber apron yanking on the back of your neck, clumsy oversize boots, slimy elbow length rubber gloves -- all constantly slipping down, held in place by cramped body contortions. Now, dressed like that, balance that slimy 700 pound drum of liquid caustic against your body, and roll it on its rim over the greasy grating. All day, day after day, for not much over minimum wage. Sure, women are begging for the opportunity to be 'promoted' to this low paying job from hell, yet are routinely denied it :-)  Ted Mooney, P.E. Striving to live Aloha finishing.com - Pine Beach, New Jersey Need quick confidential answers? $25 Need project assistance? $100/hr.
plating company - Toledo, Ohio |
Multiple threads merged: please forgive chronology errors and repetition 🙂
Masking for Anodizing
Q. I am looking for an anodizing masking method to prevent an area of a part from anodizing.
Tony Prosser- Tucson, Arizona
2000
A. The most common methods are tape, liquid masking (paint like) and solid masking methods like plugs.
James Watts- Navarre, Florida
A. Hi Tony,
Since this guy is roaming around here and he keeps tabs on my posts *GRIN*. Call Mark at U.S. Specialty Color. They sell a liquid maskant that can be purchased in 1 gallon and 5 gallon containers; I've got a 1 gallon can myself and it will probably last me a very long time, and its relatively inexpensive, around $35-40 for a 1 gal. container. If you're looking for something more along the lines of caps, plugs or tapered masks, well take your pick. There's no less than 10-12 that I can think of.
Matthew Stiltner- Toledo, Ohio
Ed. note: Thanks, Matthew, but like every public forum we're drowning under comment spam so we must avoid providing free advertising. But your buddy could always advertise here, helping make the site possible like Maskcoat LLC [a finishing.com supporting advertiser] does :-)
"Internet advertising demand curve: infinite demand at zero cost, zero demand at infinitessimal cost" -- TJ Pullizzi, 1995
A. The best way depending on the flatness of the area is the liquid maskant. I use about 1 gallon per week for flat surfaces and it works faster and cleaner than tapes, but if you want to use tape C.S. Hyde have a green poly tape, inexpensive and can be dye cut to the right size with a release liner, we're talking pennies here for over 5K. Liquid mask is best put on by silk screen (you can get a cheap one from a PCB supplier if they have some around and screens are also low cost.
steve bradley- Ottawa Ontario Canada
finishing.com is possible thanks to our supporting advertisers, including:
Masking Aluminum parts for Chromic Acid Anodizing
Q. Dear Sirs,
We are always have many problems with masking aluminum parts for Chromic Acid Anodizing (Type I Class I). If anyone can suggest the masking solution for this process?
Thanks in advance.
Ian Lisakov- Israel
2001
A. There are many ways of doing masking on aluminium.
One way I can suggest is by using a special ink which is printed on the area to be masked and then a special powder is applied and it is baked till the powder and ink melt and resolidify. It can then be used to either etch or do multicolouring. The masked area covered is removed by a special solvent.
Hope this solves your problem. If not search the web for dyes for anodized aluminium.
H.KHATAU- Bombay, INDIA
A. Dear sir:
There are maskings which are a liquid that dries off in 24 hrs. Hope this will solve your problem.
Thomas VK- Mumbai, India
EPDM plugs melting during anodize
Q. Checking to see if anybody else has dealt with this issue. We were having certain plugs (PP30 and PP37) deteriorate during type Ib chromic anodize. We then changed suppliers and they worked fine for a while. Now we are starting to see the issue again. Neither of the suppliers are able to explain it either.


We use many EPDM plug sizes. Both larger and smaller. It is just this size we are having the issues with.
We are stumped on this one. Any thoughts?
- Chanute, Kansas, USA
September 2, 2020
A. Hi Tyler. Because chromic acid is highly corrosive and extremely oxidizing, I'd probably be happy that all the other sizes are holding up well. Per some chemical resistance charts I've looked at, there is no non-exotic elastomer that holds up as well -- neoprene, vinyl, and silicone all rank worse. Fluoropolymer plugs (Viton, PVDF, Teflon) would be more resistant but I don't know if they are available.
Luck & Regards,

Ted Mooney, P.E. RET
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Need quick confidential answers? $25
Need project assistance? $100/hr.
A. Hi Tyler. You may want to establish a process you can determine the life of the plug then rotate them out based off your study. For example. Have 10 bins. New plugs go in first bin. After first use, they go in to the second bin so on and so forth. Once determined how many cycles they can go through, discard them prior to that cycle.
Casey Weizel, PresidentForesight Finishing LLC
- Tempe, Arizona

Type IB, Class 1 aluminum anodizing issue associated with mask
Q. I'm a Quality Manager new to the aerospace/defense industry and have been asked to assist with an issue associated with our anodizing process. I'm a Chem Engr by training, but it has been a while.
A portion of our production is processed through Chem Film (alodine), masked and then processed through our Type Ib, class 1 anodize.
We see a dark defect underneath the mask, approximately 1mm interior from the edge and around the entire perimeter of the mask.
We ramp at 1 volt per min to 22 volts and then soak for 40 minutes. The quality of the anodize is good, except for the defect.
- San Antonio Texas
October 24, 2020
? How are you masking the part? Is it plugs or are you using some type of material to mask larger areas?
Tyler Barnhart- Chanute, Kansas
Q. We use a tape with polyester carrier and silicone adhesive. We are evaluating a different tape: polyester backing and liner with rubber adhesive (3M 8985L)
Dean Spaugh [returning]- San Antonio Texas
A. Hi Dean!
This is an old Q but I'd like to put it out there for others seeing a perimeter defect under the edges of adhesive masking:
Get your maskers some 3/8" maple dowels
[affil link] (or birch or any very fine-grained hardwood will do). McMastahh-Cahh has them; so do most hobby shops. Shave/sand down the ends so they look like a big flathead screwdriver with rounded edges so they don't grab. The edges of the masking will hold up SO MUCH better in your agitated tanks if you rub all around them firmly. It's tedious, but better than edge bleed :)
Masking is quite an art form. And it's great to get your techs set up on a slow day with some chromated test panels, scrap parts with various configurations of holes (thread, smooth, blind, thru, chamfer, etc.) to practice on so they can learn technique before messing up parts!
Hope you got yours sorted out!
Rachel Mackintosh
Lab Rat / WWTF - Greenfield MA
June 13, 2023
adv.
We manufacture liquid maskants for the electroplating and anodize industries. Please contact us for any of your masking questions or needs. Thanks.
Jeremy
www.maskcoat.com
Mask Coat LLC
West Monroe, Louisiana
September 27, 2023
Sorry! Finishing.com is temporarily Read-Only.
Ted Mooney is retiring but I have several offers to take it over.
We're working hard to make sure we find it the best new home.