
| Search our quarter-million Q&As |
Home of the finishing HOTLINE since 1989
-----Stripping chrome plating, Problems & Solutions
adv.
When people want to strip decorative chrome, they may want to leave the nickel and just remove just the chrome itself (for example if they want to gold plate car emblems) or they may want to remove the nickel as well as the chrome
The two common ways of stripping chrome are either immersion in hydrochloric acid, or making the part anodic in a hot alkaline/caustic bath --but neither of these is a good way to remove the nickel plating; for that please search the site for 'strip nickel plating'.
Q. Hi all,
I was hoping someone could help me, as I need to set up a caustic stripping vat for removing hard chrome.
I understand the practical requirements of this, but was wondering what I need to worry about regarding harmful gases being given off and the environmental concerns: what gases are released, is there a suitable mist suppressant or is extraction the key?
I did not have any problems in getting waste management companies deal with the waste of a caustic strip 4 years ago, but has anything changed with this?
Thanks for any help you can give!
Grinding Shop Owner - Worcestershire - United Kingdom
December 21, 2024
A. Hi Adam. All electrolytic tanks generate some quantity of hydrogen and therefore have at least a small possibility of airborne chromium mists; I doubt that chrome in the air would be measurable, but caustic can be smellable. So, it's good practice to have an exhaust hood on alkaline electrolytic tanks anyway.
Caustic stripping of chrome converts it to hexavalent chromium which will eventually contaminate the solution enough to require disposal, although I've seen some baths still in use which looked like lemon icing :-)
I'm sure some waste management companies will take it, but can't promise that the same one who did it last time is still willing. The bigger issue may be the rinse water; that also contains hex chrome, so it can't go to the sewer without treatment and a permit either.
Luck & Regards,

Ted Mooney, P.E. RET
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Need quick confidential answers? $25
Need project assistance? $100/hr.
A. I would have thought that adding a caustic stable, low foaming surfactant would solve the caustic mist problem.
Also I wondered if treating the caustic strip with sodium hydrosulphite would reduce the hex chrome and precipitate the Cr3.
Dextrose added to the caustic strip may also reduce the Cr6 to Cr3.

Geoffrey Whitelaw
Retired metal finishing consultant - SOUTH MELBOURNE Vic Australia
September 7, 2025
⇩ Similar, related, Q&As -- oldest first ⇩
Q. Hello,
We have a small tank plating system for the gold plating of chrome plated objects. We first remove the chrome with NaOH, activate with HCl acid and plate with cyanide gold. Is there a way to filter out the chrome stripping bath so that it would not have to be totally replaced? Someone told us to use some sort of rosin bag but we have not heard of that.
Any ideas?
Cleveland, Ohio
1996
A. Hi Rob,
There are two generally accepted ways to strip chrome, depending on circumstance and substrate: a dip in HCl, or electrolytically in a caustic tank. I have seen these electrolytic tanks still functional even when lemon yellow from hex chrome, so maybe you don't have to dump it quite yet 🙂
Hexavalent chrome is anionic (CrO4-2) rather than cationic like most other metals so it is theoretically possible to remove the chrome with a simple anion exchange resin. But whether you will have attack of the resin by chrome, or gumming up of it, or chemical imbalances, and so on in the real world is something you will either have to test or rely on the experience of the vendor.
Good luck.

Ted Mooney, P.E.
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Need quick confidential answers? $25
Need project assistance? $100/hr.
1996
Q. I have been told that an arc welder can be used in place of a rectifier for stripping chrome in a bath of sulfuric acid. I have a welder that runs at about 30 volts 200 amps Would this do the job? And what size bath and acid concentration should I use ?
Jeremy Woostermetal polishing - Cairns, Queensland, Australia
2001
?. Are you trying to strip off only the chrome, or do you want to strip off all plating of a copper-nickel-chrome plate?

Tom Pullizzi
Falls Township, Pennsylvania
Chrome Stripping: is NaOH or HCl better?
Q. I'd like to know the pros and cons of both NaOH and HCl chrome stripping. Someone told me that Anodic NaOH stripping is prone to base metal corrosion. Is this correct? Also, which is lower in waste management costs? I appreciate responses from experienced chrome platers.
Syed Salimplating shop - Kuala Lumpur, Selangor, Malaysia
2004
A. I'm not an experienced chrome plater, but I think you've got it somewhat backwards. HCl can corrode steel, and almost anything else, whereas alkalies are essentially harmless to steel.
Anodic stripping generates hexavalent chromium, which is more difficult to treat, whereas stripping in HCl doesn't (see thread 12044 )
Ted Mooney, P.E.
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Need quick confidential answers? $25
Need project assistance? $100/hr.
Q. Ted, Thanks for your input. You mentioned NaOH does not attack the base metal. But under anodic current, doesn't base metal react with -OH ions to form hydroxides or metal chromates just like chrome, which then dissolve into solution? How would the base metal, say steel, react differently from chromium when faced with -OH ions?
Syed Salim [returning]plating shop - Kuala Lumpur, Selangor, Malaysia
A. The short answer is that steel doesn't do that (go into solution) in alkaline solutions, as we can see from the millions of steel anodes and steel anode baskets ⇦ huh? that have been used in electrocleaning tanks and alkaline plating tanks for decades.
The slightly longer answer is that the interface between an alkaline solution and a chrome anode raises the chrome oxidation state to +6, where it is then soluble in solution, whereas the interface between an alkaline solution and a steel anode liberates nascent oxygen gas instead.
Now, just why the electrochemical potentials make this the case is something you'll have to wait on one of the electrochemists to answer. I could probably find the answer with some research, but don't know right off hand :-)
Ted Mooney, P.E.
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Need quick confidential answers? $25
Need project assistance? $100/hr.
A. Syed and Ted,
For a job shop a HCl with a wetter or inhibitor is best in my opinion; if you get any leaded material NaOH with current will attack parts a lot quicker.
Chris Snyderplater - Charlotte, North Carolina
A. In my opinion, NaOH is better for stripping chromium than HCl. The reason being that NaOH will not attack as many metals as HCl and will not attack steel. The downside is that NaOH needs anodic polarisation and a slightly elevated temperature, whilst HCl will attack most metals at little over room temperature and no extra power.

Trevor Crichton
R&D practical scientist
Chesham, Bucks, UK
Q. Hi everyone,
Thanks for the information on chrome stripping. A great deal of it was Greek to me as I am in the beginning stages of investigating a cost effective way to strip motorcycle parts for personal restoration purposes (antique Harley-Davidsons to be specific).
For the past 9 or so years I have been sandblasting most of my parts (chain guards, oil tanks, visors, etc.) outdoors, but would love to bring the operation inside and speed up the process.
Would anyone out there have advice on solution-types, effectiveness with and without electricity and differentiating between steel and aluminum?
Thanks in advance for your time and consideration...Carole
- Enfield, Connecticut in the good 'ol US of A
2007
A. The biggest issue, Carole, is that we are talking about stripping chrome here whereas the plating on your Harley is actually nickel-chrome: a heavy layer of nickel followed by a very thin layer of chrome.
So, you take the chrome off with HCl (because you certainly don't want to generate hexavalent chromium in your neighborhood, which electrolytic stripping with NaOH will do). But then you still have to strip the nickel with another chemical (either proprietary or very dangerous cyanide). And there may be copper plating under that too. The best plan is, as Chris suggested, taking it to a plating shop. Second best may be blasting the plating off of steel as you have been doing.
Aluminum is much lighter than steel, and it is non-magnetic whereas steel is magnetic. Good luck.
Ted Mooney, P.E.
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Need quick confidential answers? $25
Need project assistance? $100/hr.
Q. I understand that a product called Cuflex Dechrome-Ac, which is purportedly a buffered Hydrochloric Acid can safely strip chrome without damaging the underlying metal (caution is still paramount), but I have been unsuccessful in locating this product in quantities less than 55 gal.
Bill Rinz- Croydon, Pennsylvania, U.S.
November 14, 2011
Ed. note: CuFlex is an Atotech trademark, so this process is available only from them or their distributors. But other plating process suppliers offer inhibited HCl optimized for stripping chrome as well, under different trade names.
Q. We are seriously contemplating setting up an NaOH stripping bath in our hard chrome shop. Could anyone inform us where to find the best information on solution and equipment. We already have tanks and rectifiers. Thanks.
by Weiner & Walmsley
on Amazon (rarely)
or eBay (rarely)
or AbeBooks (rarely)
(affil link)
plating shop - La Vergne, Tennessee
September 26, 2013
A. Hi Mark. The equipment will look exactly like your electrocleaning tank and can be operated the same as well. As for the "best" operational parameters, both Guffie's "Hard Chromium Plating" [on
Amazon
affil link]
and Weiner & Walmsley's "Chromium Plating" ⇨
have their claims if you can find a copy. Good luck.
Regards,
Ted Mooney, P.E.
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Need quick confidential answers? $25
Need project assistance? $100/hr.
Q. As a small hard chrome plater, I run a closed loop line which generates very little, if any, hazardous waste on the plating side, but I incur anywhere between 10 and 24 gallons of hazardous rinse water and spent acid from our stripping process (monthly) which we barrel and pay to have treated. Yes, we are a very small plater! Is there an advantage for me to be treating (permitted) this limited waste stream on site plus any other small chrome waste I may generate? At present, we don't have any waste treatment capabilities. Also, what is the difference, if any, between the hazardous chrome waste produced by acid stripping compared to electrolytic stripping in a caustic bath? Thanks!
Jeff HanawayGeneral Manager - Meadville, Pennsylvania
June 25, 2014
A. Hi Jeff. We appended your question to a thread which answers it. Stripping chrome in acid generates trivalent chromium, which can be precipitated by pH adjustment. Alkaline electrolytic stripping generates hexavalent chrome which must be "reduced" to trivalent before precipitation is possible.
Even a very simple waste treatment system may be impossible to justify for 24 gallons of waste.
I think I'd suggest concentrating on reducing the amount of hazardous waste water you generate rather than treating it. Evaporation to reduce its quantity is possible, but I've seen a plating shop cited for doing this without a permit because it was considered "treatment". But you could apply for a permit proposing this treatment method. That still leaves you with the question of whether reducing the volume will save you money, and with the problem that you can't hold the waste long enough to maximize the savings. There is a time limit, perhaps 90 days, on how long you can accumulate a batch of waste on site. Good luck,
Regards,
Ted Mooney, P.E.
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Need quick confidential answers? $25
Need project assistance? $100/hr.
Intricate chrome stripping problem
Q. Hi Guys. My company is having a nightmare with a job we are currently processing. We have chrome plated cylinder approx. 155 mm in length by 38 mm diameter. Thickness of deposit is approx. 0.15 mm. There is a 9 mm hole at one end of the cylinder. We need to strip a circle around the hole. This circle needs to be 10 mm - 12 mm dia.
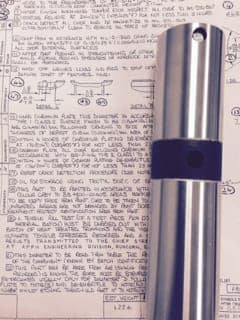
Metal tape will be attacked by the stripper, and plastic tape tends to mis shape. We are worried about the stripper attacking the chromed and ground shaft outside of the circle area. Any advice will be appreciated. Thanks. Shaun
Shaun McDade- UK
March 24, 2015
A. Hindsight, you would have been far better off to have masked the area before plate.
It is a fairly heavy coat, so I think that whatever stripper will undercut the masking.
If it were my problem, I would grind it with lots of fluid and a proper stone so that it does not burn or flake. something like a drill press might work.
If you have to strip it, you might consider using brush techniques to electrolytically strip it. Still an unpleasant masking chore, but a bit more selective than an immersion stripper.
- Navarre, Florida
A. As earlier suggested, it would be fair to pre drill / bore and then grind the surface; if this is not possible, then wire cutting or chemical machining is alternate. Best luck.
Mahendra gargatti- Belgium Karnataka India
Q. Greetings. I need to strip off a chrome bore plating from a rifle barrel. Not the whole bore, just the chamber area. This is in preparation for using a chamber reamer made of high speed steel HSS. I have driven a hard plastic (nylon?) plug down the bore to seal the area needing treatment from the rest of the bore. I have access to both Hydrochloric acid and Sodium Hydroxide. So which should I use? I will hold the barrel vertically, and pour the treatment solution in. Will the NaOH eat the chrome at room temperature? The area needing stripping is eroded, and the chrome is in islands now, rather than being continuous, as it was when the bbl was new. Many thanks. Chris.
Chris Gray- Florence, Oregon, USA
May 24, 2016
A. Hi Chris,
Hydrochloric acid will strip chrome, but it works best when there is brass underneath as it tends not to attack that once the chrome has gone.
Your gun barrel will be made of steel, the chrome will not be removed evenly over the whole surface. Some areas will become bare before others, so the acid will carry on etching the base metal. So that has to be considered. Also hydrogen will be impregnated into the metal making it brittle, something you don't want in a gun, unless you de-embrittle the gun afterwards.
If you wish to use sodium hydroxide instead, then you will need a power supply to provide a DC current for etching, I.E. the gun will be anodic and the chrome etched off electrically in the sodium hydroxide solution that has to be hot.
Sodium hydroxide alone will not do anything.
Is hot, strong caustic soda ⇦liquid caustic soda in bulk on
Amazon [affil link]
and DC anodic currents something that you are OK using?
If not, employ a plating shop to do it for you.
Good look.
Mark
aerospace - Isle of Man, Great Britain
Q. Thanks very much Mark. Sounds like caustic soda ⇦liquid caustic soda in bulk on Amazon [affil link] is the way to go. Will a 12VDC car battery charger provide the current I need? Is the anode the (-) side, and cathode the (+)? One side will be on the bbl, and the other will be a copper wire suspended in the NaOH hot solution? How hot does my NaOH solution need to be? And should I use a saturated solution? Thanks again from across the pond. Chris.
Chris Gray [returning]- Florence, Oregon, USA
Ed. note: To help remember which polarity is which, a mnemonic the editor uses is and-ode & cant-hode :-)
A. Hi Chris, the Gun needs to be positively charged for it to be anodically etched. We strip chrome in a 100 g/l sodium hydroxide solution at ~60 °C and 5 volts. The solution will go yellow, this is Chrome VI, so you might want to consider safe disposal of that, as well as the neutralisation of the caustic after you are done.
Cheers
Mark
Aerospace - Isle of Man Great Britain
Q. Hello Mark
Have you ever seen black surface on steel after Cr strip with pure Sodium Hydroxide? I've observed it few times after overnight strip with NaOH (~50 °C, 60-70 g/L). Thank you.
- Winnipeg, Canada
October 24, 2016
Q. I have a strip of ceramic that has gold plating over chromium on it. I have to strip the gold and chromium for a customer without breaking the 0.100" thick ceramic strip. This strip is very fragile. Therefore, it cannot be sand blasted or even reverse current stripped. The gold was easy to strip. I already stripped the gold using Techni-Strip Au. My CRC handbook of Chemistry says that chromium is soluble in dilute hydrochloric and dilute sulfuric acids. I have tried 25% HCl at 140 °F for an hour and 20% Sulfuric acid at 140 °F for an hour. Neither solution has done anything to the chromium. Any suggestions?
Bruce HavensEngineer - Tempe, Arizona, USA
October 26, 2016
A. Good day Bruce.
I really think that layer is not chrome. Your methods are indeed viable for chrome, but the results show otherwise.
Usually the underlying layer under gold is nickel. Maybe try a nickel stripper either sulfuric or cyanide based. I would be concerned about the ceramic substrate, if it will show signs of attack.
Maybe try 50% nitric, and check for attack.
Chrome is very passive, it will not accept any electrolytical deposition of metal.
I have plated over chrome, and it is very difficult.
Hope this helps.
Regards,
Aerotek Mfg. Ltd. - Whitby, Ontario, Canada
![]() Our customer got back with us and said that the metallic coating is probably not chromium after all. That explains why the HCl did nothing. The coating may be Ti/W. Customer said not to try to strip it anymore. Just send the parts back.
Our customer got back with us and said that the metallic coating is probably not chromium after all. That explains why the HCl did nothing. The coating may be Ti/W. Customer said not to try to strip it anymore. Just send the parts back.
- Tempe, Arizona
October 27, 2016
Stripping Trivalent Chrome
Q. I am currently investigating the use of Tetra potassium Pyrophosphate (TKPP for short) to use in solution in a 900 gallon tank to strip chrome by switching the current direction.
Some experiments showed that no matter the concentration of TKPP, stripping is possible; what matters the most is how long a given batch at a given concentration will last. Any ideas on how to start figuring out how long a batch would last?
- Grand Rapids, Michigan, USA
June 22, 2017
A. Hi Jose. I am not familiar with the use of this chemical for stripping chrome, and it sounds inexpensive and very environmentally friendly ... but I would suspect that electrolytic stripping of chrome will generate hexavalent chromium (does the solution turn faintly lemon or amber colored?).
Therefore, I think what might determine its "life" is at what point do you want to treat the chrome as a batch, versus treating the chrome dragout in the rinse water?
Regards,
Ted Mooney, P.E. RET
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Need quick confidential answers? $25
Need project assistance? $100/hr.
Q. So earlier today, despite my better judgement, I used 30% muriatic acid diluted in 70% water solution to strip chrome off of my Harley Davidson mid controls, i.e., the brackets, shifter lever, and rear brake pedal. Everything came out fine except the rear brake pedals. There are two because I did two sets.
At around the twelve minute mark the solution started bubbling much harder and began to turn dark. I instantly pulled all the parts and rinsed them with water over an empty bucket. From the previous comment I know now everything but the brake pedals had nickel underneath. They are still very shiny, like someone said they should be. The brake pedals leached black sludge all over my gloves and they turned the water jet black.


After I dried them I used a copper wire brush to break through the dried black coating and noticed there is steel underneath but it is pitted. I instantly thought the acid was actually eating the steel and that's why it began bubbling harder. Am I correct and if so is the black sludge the steel dissolving? The parts are going to be powder coated -- can they still be or is the pitting too bad?
Matthew McGeough- Phoenix Arizona USA
May 27, 2018
Q. We are getting unwanted hard chrome deposits on parts that are being stripped of hard chrome. They are roughly 36" x 6" x 1.5" A2 tool steel parts. They come to us with a 4" wide hard chrome plated area that runs down the 36" length of the part. They are carefully inspected before stripping for any chrome outside the designated area to make sure nothing else needs attention.
After we get the parts stripped, we are noticing the hard chrome is gone from the 4" wide area we intended to remove it from, but there are newly deposited areas of chrome elsewhere. These newly deposited areas take on a sort of rash pattern in appearance and cover about 30% of the side of the part that the old chrome was on. What's happening?
- Vista, California
April 28, 2021
A. Hi Mark.
With no facts in hand I don't want to argue with you, but I do note that chrome is very difficult to electrodeposit, requiring quite demanding conditions. If you can actually usefully immersion deposit or electrolytically deposit chrome this way, you have an invention certainly meriting further investigation.
Luck & Regards,
Ted Mooney, P.E. RET
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Need quick confidential answers? $25
Need project assistance? $100/hr.
Sorry! Finishing.com is temporarily Read-Only.
Ted Mooney is retiring but I have several offers to take it over.
We're working hard to make sure we find it the best new home.