
| Search our quarter-million Q&As |
Home of the finishing HOTLINE since 1989
-----:Ra surface finish vs. grit conversion chart
Quickstart:
A frequent question is what grit size corresponds to what Ra value, so several such charts, and links to more charts, can be found on this page.
However, it is quite easy to become confused because, as we are warned by Boris T on this page, a sandpaper grit size and a specific grit finish number are not quite the same thing.
Readers should also be reminded that it is rarely practical to use just a single sandpaper grit; sanding to a specific finish often involves using 3 or 4 progressively finer grades because it would take the better part of forever to do a heavy cut with a fine grit.
Read on, join in ...
Q. I am looking for a conversion chart from English to metric for Ra surface finish values.
Danforth M [surname deleted for privacy by Editor]- Battle Creek, Michigan
2001
A. One (1) microinch equals 0.025 micrometer.
Bill B [surname deleted for privacy by Editor]- Raleigh, North Carolina

A. Danforth,
Here is a copy of the table that we use for stainless steel surface finishes in the pharmaceutical industry. This is included on a fact sheet of useful information for process engineering. If you want a copy, please send me an email, and I will reply with a copy for you.
Surface Finish of Stainless Steel, Ra vs US & UK Grit size.
US Grit UK Grit Ra Ra
ref Ref. µm µ inch
120 3 125
180 2 85
80 1.65 70
240 1.50 50
320 0.75 30
180 0.62 25
240 0.45 18
500 0.40 15
320 0.25 10[email protected]
Bovis Lend Lease Pharmaceutical - Manchester, UK
2001
Q. Andrew,
Thanks for posting the chart. Can you tell us the source of this chart. Also, what about stainless steel mirror surfaces that has a Ra of 1 (ONE) microinch? What are the corresponding US Grit and UK Grit numbers?
Thanks,

Michael Liu Taylor
specialty stainless steel distributor - Dallas, Texas
2007
![]() Excellent! I am still getting one or two enquiries every week on this, despite this posting being some 6 years old.
Excellent! I am still getting one or two enquiries every week on this, despite this posting being some 6 years old.
Please continue to send me emails, and I will respond with either a PDF version of this chart and other useful information...or if you would like a plastic laminated version, let me know your address, and I will put it in the post for you.
Cheers
Andrew
Bovis Lend Lease Pharmaceutical - Manchester
2007
Multiple threads merged: please forgive chronology errors and repetition 🙂
Q. I am a Materials Engineer for the USAF. I am working on a suggestion to incorporate a table into a general aircraft structural repair tech order. My question is as follows: Is there a cross reference cart somewhere that lists grit sizes of coated abrasives and the corresponding Ra and RMS range of values the particular grit size yields. I realize it will be different for different materials. That's why I'm looking for some type of general chart because I cannot perform tests to determine the values for each type of metal on the aircraft. I would really like to get something like this incorporated into the tech order to help out the mechanics working on the aircraft.
Donald StoverUSAF - Oklahoma City, Oklahoma
2003
A. Depending on several variables not only type of material but also type of media such as alumina, silicon carbide, organics, glass beads, etc., (the heavier and harder etch deeper), the air pressure, nozzle type, distance of blast, etc. you can have a ballpark of 190-320 microinches Ra with alumina mesh 24, from 26-32 with alumina 240, from 10-12 with glass beads No.13. This comes from standards of the plastics industry.
Bye,
Guillermo MarrufoMonterrey, NL, Mexico
A. Talk about differences. Wow, there are a lot of problems here. Not only do metals effect the finish, type of blast media, size, and pressure all have an effect on the final surface finish, plus the nozzle I.D. size and shape besides the human factor that involves the position of the nozzle angle and distance to or in relationship to the part. Other than that, no problem. Then again, most manufacturers of equipment do normally have some kind of test results that you can refer too.

AF Kenton
retired business owner - Hatboro, Pennsylvania
Q. Thanks for the responses. I need to clarify my original question. I'm only looking at surface finish values obtained from sanding/grinding operations.
Thank You,
Donald Stover [returning]USAF - Oklahoma City, Oklahoma
A. Read your intentions and thought you better re-consider again. Your grinding results are going to be a 2 fold factor. One, will be the results of the abrasive grit of the grinding material and the second will be the human factor which is also the pressure factor. A skilled operator can do amazing things with very coarse systems almost as well as can be obtained with very fine materials.
AF Kenton
retired business owner - Hatboro, Pennsylvania
A. Having clarified your problem I would only like to add that this is such an ample or complex situation that you'd be better off asking "the older guys" that have performed such operations for years. Pour their experience and your personal input in your standard for the rookies to follow. I think that's the best you can do.
Guillermo MarrufoMonterrey, NL, Mexico
A. Another factor I didn't see considered is the manufacturer. I have found the grit to vary on a disk or sheet from one manufacturer to the next. I would think you would have to contact a given Company and then probably use that material consistently.
K Stout- Cincy, Ohio
A. Surface finish on parts depends on wheel grit size, but not only on it. It is practically impossible to establish stable correlation between Ra and wheel grit size. Surface finish will be also affected by part material, machine rigidity, coolant type, all the grinding parameters (plunge/traverse speeds, wheel/work surface speeds, dressing techniques, etc.) A situation is possible when a coarser wheel produces a finer finish in one application than produced by a finer wheel in another application. If wheel grit sizes need to be restricted then the whole combination of grinding techniques and parameters must be restricted also. Otherwise, production may be unnecessarily over-limited, or not limited enough, if grit size limits only are set.
Regards,
- Winnipeg, Manitoba, Canada
2006
A.
StandardSam Jiang
Grit Ra in Ra RMS in RMS
150 27-32 0.68-0.80 30-35 0.76-0.89
180 16-23 0.46-0.58 20-25 0.51-0.64
240 14-18 0.34-0.46 15-20 0.38-0.51
320 8-10 0.21-0.25 9-11 0.23-0.28
ELECTRICAL MOTOR MANUFACTURER - Hamilton, Ontario
May 3, 2010
Multiple threads merged: please forgive chronology errors and repetition 🙂
Q. I would like to know the equivalent finish of root of 32
Gaurav DodiaProduction Engineer - Pune, Maharashtra, India
March 31, 2008

A. Hi, Gaurav. It's not exactly a square root sign, it's a finish mark sign, which looks half like a check mark and half like a square root symbol. Lacking any other notes it probably means 32 microinch RMS, I think. If needed you could consult a drafting standards book like
French's Engineering Drawing ⇦ on
eBay
or
Amazon
[affil links]
for a fuller understanding of this kind of drafting note. Good luck.
Regards,

Ted Mooney, P.E.
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Need quick confidential answers? $25
Need project assistance? $100/hr.
Q. Hello,
Thanks for the chart, it really got me rolling with one of my current projects.
Do you have any information regarding the difference between valley's in steel = x Ra versus peaks on the surface = x Ra? ⇦ Answer?
thanks
- West Bend Wisconsin
Q. Does someone have a chart of Ra32 = US grit? ⇦ Answer?
thanks
- Garland, Texas
A. Hi, Dow. An approximate answer is already on the page. Ra25 = U.S. Grit 180 and Ra70 = U.S. Grit 80. You can interpolate to a reasonably close number I think. Good luck.
Regards,
Ted Mooney, P.E.
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Need quick confidential answers? $25
Need project assistance? $100/hr.
Q. Hi
I'm looking for an example of a 100 grit (number 3) finish for stainless steel. Can someone upload a picture and draw some equivalent for me?
Thanks,
Angela
- Los Angeles, California
March 20, 2009
 on Amazon
on AmazonA. Hi, Angela
Surface finishes are 3-dimensional, so a picture may not do much good. Rather, you can buy a "comparator"; this is a sheet of electroformed metal which is divided up into like a bingo board, with one area finished to 100 grit, and with other grit sizes above and below for comparison.
Good luck.
Regards,
Ted Mooney, P.E.
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Need quick confidential answers? $25
Need project assistance? $100/hr.
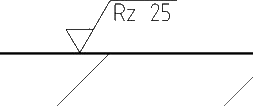
Q. I am working on quoting a machining part that is currently being made in Europe.
The problem is the print info. is all in another language. There is a symbol for a microfinish that the line goes up and then straight right and under the line there is Rz 25.I have been looking all over the internet with no success. Does anyone have any ideas on what it means or where else to look.
Estimator - Jackson, Michigan USA
September 22, 2010
A. Hello Tim,
Have you already found the information about Rz parameter?
This one is typical for old designs based on GOST 2789-73 "Surface roughness. Parameters and characteristics".
Following this standard, Rz is the height of roughness by ten points. On a base length one can find 5 profile maximums (highest lugs) and 5 profile minimums (deepest cavities). Rz is 1/5 of the sum of these.
There are following correlations between Ra and Rz depending on the processing method:
for turning: Rz = 5Ra;
for grinding: Rz = 5.5Ra;
for polishing: Rz = 4Ra.
- Ilmenau, Germany
Ed. note: Thank you, Vitaly, and 'correlation' is the right word! Ra and Rz do not measure the same thing, so 'conversion' would be the wrong word 🙂
⇦ Tip: Readers like to learn from others' situations;
some readers skip abstract questions.
Q. What is the surface roughness achieved by using 320 and 400 grit abrasive belts on steel and chrome? ⇦ Answer?
Amol Nanavati- India
February 28, 2012
⇦ Tip: Readers like to learn from others' situations;
some readers skip abstract questions.
Q. What is 35RA polish finish for stainless steel T-316 ss? ⇦ Answer?
Alex Roman- Corona, California
June 27, 2013
What sandpaper grit for 32 RMS finish?
Q. I am trying to achieve a 32 surface finish on aluminum 6061-T6 block. Can you tell me what sandpaper grit I should use (I'll do it by hand).
Todd Wilson- San Diego, California
November 14, 2013
December 17, 2013 2nd Request
A. Before anyone can answer your question, we need to know what you are starting with. Most mill stock metals are finished to between 32-36 RMS, so unless you did some machining, you're already there.
AF Kenton
retired business owner - Hatboro, Pennsylvania
Q. The raw aluminum extrusion gets an angled saw cut.
Todd Wilson [returning]- San Diego, California, USA
December 20, 2013
A. Hmmm. Saw cut could be very rough; therefore, that might not be a one step correction. My guess is that you might want to start out with a 60 grit belt. You will end up with either an 80-90. Maybe 120 as the finest.
AF Kenton
retired business owner - Hatboro, Pennsylvania
Q. Can you tell me if there is an industry Standard or professional association definition of the range of surface roughness average (Ra) attributed to the grit finish for stainless steel? Specifically, I am looking for an industry recognized standard for the range of Ra values for 80-grit Stainless Steel.
Thank You.
- Philadelphia, Pennsylvania
August 15, 2014
A. Hi Kevin. Andrew has given us a chart showing Ra of 70µin for 80-grit stainless steel. Let us know what you need beyond that. Can you further explain your situation? Thanks!
Regards,
Ted Mooney, P.E.
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Need quick confidential answers? $25
Need project assistance? $100/hr.
Q. Does anyone have a copy of the fact sheet that Andrew mentioned in the 2001 or 2007 posts?
Scott Grimshaw- Norfolk, Virginia USA
May 19, 2015
![]() Hi Scott. He is on Linked-In, and apparently is currently with exmoorpharma.com, but we'd rather not have readers contact him if he requested that people desist, so thanks for any update if you've tried contacting him.
Hi Scott. He is on Linked-In, and apparently is currently with exmoorpharma.com, but we'd rather not have readers contact him if he requested that people desist, so thanks for any update if you've tried contacting him.
Regards,

Ted Mooney, P.E. RET
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Need quick confidential answers? $25
Need project assistance? $100/hr.
Q. Ted,
When I emailed I got an error screen that said the email doesn't exist. I just figured that since it was so old that maybe things had changed.
I am still trying to locate a copy of that chart though and any help you can provide will be greatly appreciated.
Thank you,
- Norfolk, Virginia USA
Q. This thread is quite old, and Andrew Provan is no longer reachable. But evidently there is an ongoing need for this information. If anyone has the document, could they please post it to Eng-Tips.com? Metals & Metallurgy section.
Thanks!
Metal Fabrication - Sarnia Ontario Canada
December 7, 2018
Ed. note: ... better yet, since this is where the question is posed, please <send it here for posting> 🙂
Q. I am Jeffrey Zhang, engineer. I am looking for sandpaper with surface roughness value of Ra 190-230 micro inch. what's grit of sandpaper I should choose? Thanks! ⇦ Answer?
Jeffrey Zhang- Bradenton, Florida, USA
June 24, 2019
Sorry! Finishing.com is temporarily Read-Only.
Ted Mooney is retiring but I have several offers to take it over.
We're working hard to make sure we find it the best new home.