
| Search our quarter-million Q&As |
Home of the finishing HOTLINE since 1989
-----Inspection of Zinc Nickel plating
Q. I have a customer who is inspecting backshells with zinc nickel plating under a microscope. I challenge that general visual inspection is more appropriate and closer to the intent of AMS 2417; however, I'm getting challenged. These are W13:P3 backshells with both masked threaded holes and plated thru holes. The issue from the customer is specifically with the threaded holes, screws that stick, and helicoil issues. My customer believes that the plating is causing all their woes and insist that poor masking and poor workmanship is the cause.
Erin MerrittSupplier Quality Engineer - Hastings, MI
November 6, 2025
by V Narasimhamurthy

on Amazon or eBay
or AbeBooks
(affil link)
? Hi Erin.
Sorry I don't know quite what a W13:P3 is; if you have a dwg, pic, or reference that you can <email for posting> I'd have a better mental picture of that model backshell with its threaded holes and through holes.
I think I'm understanding you that the threaded holes are actually helicoils and are masked, and the issue is that, according to the customer, screws now stick in the holes -- presumably because plating built up on the helicoils despite the fact that they were masked?
It seems to me, although I may be misunderstanding, that the problem is not so much the inspection method as that the screws are allegedly sticking after you are finished processing them but were not sticking before the parts are shipped to you?
What is the material or plating on the screws? Is it possible that both the screw and the threaded hole are similar materials leading to galling or stick-slip?
Luck & Regards,

Ted Mooney, P.E. RET
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Need quick confidential answers? $25
Need project assistance? $100/hr.


The parts are threaded, sent to a processor for plating, returned, and then we install the helicoils. We think that perhaps the processor is not masking the threaded holes properly. The helicoil fits, but when Production tries to install the jack screw, it gets stuck.
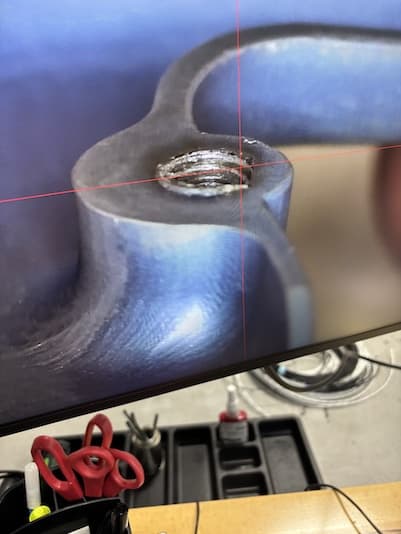
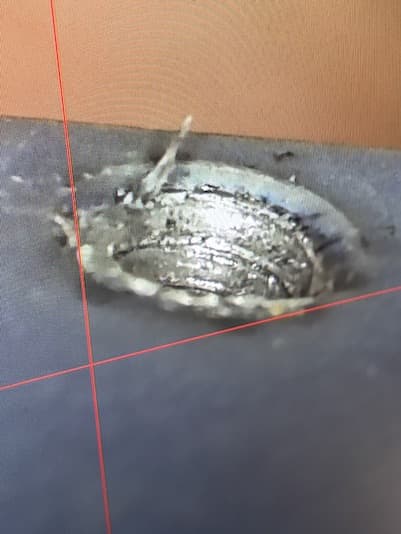
Unfortunately, I am getting several rejections because the receiving inspection "thinks" that the screw will get stuck. They inspect under a microscope and assume the parts are noncompliant.
I want to somehow prove that RI should not be inspecting under 10X magnification; they should just perform a general inspection and send the parts to the floor. I maintain that if there is an issue during installation, it can be rejected then, rather than rejecting on an assumption.
Thank you,
Erin Merritt [returning]
Supplier Quality Engineer - Hastings, MI
A. Hi Erin,
I hope someone else will comment because your question seems to pertain to your company's internal procedures, and those are more about what works and doesn't work locally rather than something universal in scope ... and I don't have enough inspection vs. factory floor experience to advise knowledgably.
My own quick opinion is that the threading or post-threading mechanical finishing is defective, not the plating. The photos show very obvious burrs that should not be there. If these burrs can be seen by eye they should not have been sent out for plating; if they cannot be seen by the unaided eye, then I would have to disagree with you about forgoing 10X inspection because I don't think parts with burrs like that are satisfactory.
Luck & Regards,
Ted Mooney, P.E. RET
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Need quick confidential answers? $25
Need project assistance? $100/hr.
Sorry! Finishing.com is temporarily Read-Only.
Ted Mooney is retiring but I have several offers to take it over.
We're working hard to make sure we find it the best new home.