
| Search our quarter-million Q&As |
Home of the finishing HOTLINE since 1989
-----Phosphoric Acid Anodizing (PAA) current & thickness issues
this text gets replaced with bannerText

Q. Hello,
I am doing Aluminium anodizing in H3PO4 2% at temperature between 5-15 °C. I tried using a constant current of 1 A/dm2. The voltages increased up to 280 V. Is it normal to do anodizing under such a high voltage? How could this affect the oxide structure?
Thanks
Morteza
- Duisburg, Germany
March 10, 2022
for Shops, Specifiers & Engineers

avail from eBay, AbeBooks, or Amazon

avail from eBay, AbeBooks, or Amazon

avail from eBay, AbeBooks, or Amazon

avail from eBay, AbeBooks, or Amazon

avail from eBay or Amazon
(as an Amazon Associate & eBay Partner, we earn from qualifying purchases)
A. Hi Morteza. You had added your inquiry to a thread about Type II sulfuric acid anodizing but we moved it to this thread instead because phosphoric acid anodizing is a very different process. But 2% phosphoric acid and very high voltages don't seem to have much to do with conventional phosphoric acid anodizing for adhesive bonding either 🙂
Wernick, Pinner & Sheasby has a good deal of info about low concentration high voltage phosphoric acid anodizing, but what reference material are you referring to that suggests 2% phosphoric acid, and what is the purpose of the anodizing you are attempting? Lithography, electrolytic capacitors? Please introduce your actual situation so we can try to help you without rambling off in unhelpful directions 🙂
Luck & Regards,

Ted Mooney, P.E. RET
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Need quick confidential answers? $25
Need project assistance? $100/hr.
Hi Ted,
Thanks for your reply. I am working in a lab. I wanted to produce a porous oxide layer on the surface of pure Al that could be then filled by electroplating. This may increase the wear resistance of the anodized layer. I know that anodizing in H2SO4 is usually used for wear application, but based on my experiments, it is easier to fill the anodized layer produced in H3PO4 compared with H2SO4 and oxalic acid.
Based on some papers, I tried H3PO4 anodizing as its structure is different from those formed in H2SO4 and oxalic acid. The problem is that the highest thickness of the layer I could produce in H3PO4 was 4 µm.
Regards,
Morteza
- Duisburg, Germany
March 14, 2022
A. As mentioned,Wernick, Pinner & Sheasby has a good deal of info on this, including cell size, but others seem to have used 4% H3PO4 and stopped at 110 Volts.
Luck & Regards,
Ted Mooney, P.E. RET
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Need quick confidential answers? $25
Need project assistance? $100/hr.
A. Phosphoric acid anodizing is used mostly for metal bonding. It creates a very large pour structure that absorbs an adhesive easily for bonding. You might try electroless nickel rather than plating. I think you may be trying to do something that will be almost impossible to do. I see no reason type II or III would not be better for your application.

Drew Nosti, CEF
Anodize USA - Ladson, South Carolina
Q. Hello,
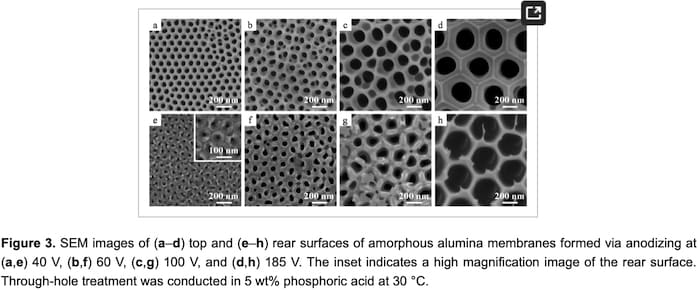
I tried type III anodizing; the problem was that the pore size was too small to be filled by electroplating. I used H3PO4 widening after anodizing, but the oxide later was totally dissolved. There are some papers on anodizing in H3PO4 to produce large pores:
Best
Morteza AB [returning]- Duisburg, Germany
March 16, 2022
A. I'm trying to think out of the box so here goes. Try type II sulfuric, use a nitric dip after good rinsing, and then use a zincate, then electroless nickel. Now do I think it will work-doubt it but you never know. Remember no sealing and low ASF to hopefully give a larger pour structure.
Drew Nosti, CEF
Anodize USA - Ladson, South Carolina
⇩ Similar, related, Q&As -- oldest first ⇩
Q. I am trying to find the minimum effective oxide coating created by phosphoric acid anodizing to support durable adhesive bonding for aluminum alloys. I know current is directly related to the thickness of the oxide coating and a current density of 8 amps per square foot should produce a sufficient surface for bonding. However, I would like to know what effect lower current and reduced coating thickness have on the durability of the bond, i.e. what is the minimum current density and resulting thickness to provide a suitable bonding surface. Thanks!
Ray Kaiser- St. Paul, Minnesota, USA
2000
A. Ray
As a relative novice to Phosphoric anodising all I can let you know is that in 3 years we have never really measured current density and have never found a reliable specification for coating thickness. The current draw seems to vary depending on the type of alloy being anodised and usually falls to virtually nil well before the process is complete.
The only two methods we have found are for verification of coating presence not for measurement of coating thickness. If you follow the Boeing model in BAC 5555 you can't get it that wrong. Verification of the coating visually is usually the most people ask for.
The only thing we do ensure is that there is electrical contact in at least 2 points on each component and there is good part to solution voltage.
- Great Britain
A. Ray,
As Ciaron says, follow BAC 5555 and you will get good results. But as far as current density goes, you should be capable of supplying 8 amps per square foot, but you won't get that at 15 volts. The current density depends on the alloy, and we have found that we get about 1.5-2.0 amps per square foot for 2024 clad, at 15 volts.
Chad Wren- Fort Worth, Texas
![]() Thank you for your responses.
Thank you for your responses.
Q. Chad,
Do you use or know of any inspection other than visual to check the coating. We can verify visually that the parts have an anodic coating, however we are not currently capable of providing 8 amps/sq ft for large sheets and are wondering how this affects the coating thickness and subsequent bond strength and durability.
- St. Paul, Minnesota, USA
2000
A. A good and cheap way to check phosphoric anodized coatings is to use a tape-adhesion test. Simply place a piece of ordinary tape on the part and pull it off. If the coating is present in almost any thickness, the adhesive will remain on the part.
Because phosphoric acid is much more aggressive on aluminum than sulfuric acid, the surface area of the subsequent coating is much higher. The coating thickness itself is not that critical for adhesive applications, not to mention that the thickness is very limited in this electrolyte. The fact that you can not maintain 8 amps/sq ft could lead to nonuniform coating thickness, which is a bigger problem. If your current distribution is good, you shouldn't have anything to worry about.
- Chicago, Illinois
A. Someone called me a while back & was looking for someone who could run more voltage on a Phos line. Our current process is the same as ASTM D3933-98, BAC 5555, Cessna standards, etc. (15 volts). The best way for you to test different amps to your product & find the results is to DO some R & D & start bonding the details & run pull test.
Donny Farris- Ada, Oklahoma USA
Q. We are trying to measure the current density and make a decision what will we do. How can we increase the current density and will we calculate the total surface by consideration of the two surfaces of the plates or only one surface. We are using the titanium clamps for holding the plates which have very little contact surfaces. Do these clamps effect the current density.?
Thanks
Best Regards
- Ankara/turkey
2002
Ammeters (current meters) are fed by thin wires, so how can large currents flow through them to be measured? They can't/don't! 🙂
The current actually flows through large copper bus bars. A short length of the bus bar is replaced with a chunk of very carefully sized and graded copper whose resistance is precisely known, and which we call a shunt. According to Ohm's Law V=AR, so if we know the current and the resistance, we can calculate the voltage drop across it. Typically the resistance of the shunt is chosen so that at the maximum output of the power supply there will be a 50 millivolt voltage drop across it. So, as an "ammeter" we are actually using a 50 mV voltmeter with the dial changed to read the amperage of the rectifier instead of 50 mV.
Q. I am an QE for a midwestern aerospace parts manufacturer. We make parts for many of the primes. Currently, we are having a bit of trouble trying to figure out what our PAA current density is. We tried to replicate a method from one of our customers but it seems needlessly complicated. Can anyone provide a method that might involve a voltage loss over a shunt that would allow for an amperage calculation? Thank you all in advance.
Jeff WarringtonAerospace QE - Wichita, Kansas, USA
August 1, 2008
A. Hi, Jeff. Yes, if you have a bus bar feeding one part or a known number of parts you could insert a shunt in it of known millivolt rating, measure the mV drop across it and know the current to that part or parts.
Regards,

Ted Mooney, P.E.
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Need quick confidential answers? $25
Need project assistance? $100/hr.
Q. I have a 1400 gallon tank used for phosphoric anodizing.
Just overnight the bath became highly conductive and is causing aluminum parts to etch similar to running the rectifier in reverse.
What could have caused a contamination to the bath?
Employee - Suffield, Connecticut, USA
January 18, 2011
A. Hi, Ron. For something that sudden I'd probably suspect the rectifier before the plating bath. Are you verifying the conductivity in some independent way?
Regards,
Ted Mooney, P.E.
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Need quick confidential answers? $25
Need project assistance? $100/hr.
A. It sounds like someone added some hydrochloric acid to your anodize tank. Check it for chlorides. Unfortunately, there is no cure for this problem .
Lyle Kirman
consultant - Cleveland Heights, Ohio
Q. It's definitely the bath.
We took approx. 5 gallons and ran it in a small test tank with a portable rectifier and it acted the same as the 1400 gallon tank.
Extremely high amps.
We ended up removing the phosphoric acid, rinse out the large tank and refilled with new chemistry.
The systems now operates correctly.
Prior to experiencing the high conductivity the tank was previously used with sulfuric acid for approx. 8 months
I suspect that some sulfuric was trapped behind the lead and mixed with the phos..
Are the two compatible?
- Connecticut, USA
January 20, 2011
Q. Dear sir, I work for aluminum surface treatment in a aeronautical industry.
Regarding phosphoric acid anodizing, according to Boeing process, current draw fluctuations (more than 3% with respect to steady value) and step changes sometimes occurred.
The bath is relative new; we have already checked electrical connections (clearing titanium racks) and the rectifier voltage, but the problem persists (also in a laboratory scale).
We are focusing our attention on titanium and we are trying to use aluminum racks.
Do you have other suggestions for understanding the root cause?
Thanks in advance.
anodizing shop employee - Naples, Italy
October 25, 2011
• Topic 14297 "Spec for acid for phosphoric acid anodizing"
Sorry! Finishing.com is temporarily Read-Only.
Ted Mooney is retiring but I have several offers to take it over.
We're working hard to make sure we find it the best new home.