
| Search our quarter-million Q&As |
Home of the finishing HOTLINE since 1989
-----Best Heat Sink Finishes / Surface Treatments
Quickstart:
In the anodizing of aluminum the components are immersed into a tank of acidic solution and connected to the anodic (+) positive pole of a power supply. The current separates some of the water in the solution into positively charged hydrogen and negatively charged oxygen. The oxygen is attracted to the positively charged components and converts the skin of the aluminum to aluminum oxides.
Readers new to anodizing of aluminum may wish to view our "Intro to Aluminum Anodizing".
Q. Hi,
I had one heat sink of Aluminum which had not any loss of appearance or shine over certain time.
Can anyone give details as to what process was used for coating?

- Pune, India
May 20, 2022
A. Hi Sujit. The most likely finish is probably clear anodizing. Anodizing imparts a finish of transparent but corrosion-resistant aluminum oxide onto the aluminum.
Luck & Regards,

Ted Mooney, P.E. RET
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Need quick confidential answers? $25
Need project assistance? $100/hr.
⇩ Similar, related, Q&As -- oldest first ⇩
Q. Hello,
I am trying to get more heat transfer out of both a copper and an aluminium fin type heat sink. I've heard anodising is good for the aluminium, and enamel based paints are good for the copper. Can anyone suggest if there are any better ones?
Thanks in advance,
Ralph Coakleybroadband networks - Sydney, New South Wales, Australia
2002
A. Any coating that you put on a finned heat sink will act like an insulator. The thicker the coating, the less heat transfer.
James Watts- Navarre, Florida

Aluminum How-To
"Chromating - Anodizing - Hardcoating"
by Robert Probert
You'll love this book. Finishing.com has sold a thousand copies without a return request 🙂
A. Hey!,
Correct me if I'm wrong, but I understood that anodize dissipates heat better than uncoated aluminum.
Bill Grayson- Santa Cruz, California, USA
A. What you need to look at is the thermal conductivity of the coatings. Both Al and Cu are excellent thermal conductors (copper is almost twice as good as aluminum). Aluminum is more popular due to cost, processability, and weight to name a few. In certain cases copper does have its place.
"A black object radiates the best - so all heatsinks should be black". Maybe. More importantly, are you using natural or forced convection? For forced, the color is irrelevant. Comparison testing of two otherwise identical heatsinks with different colors, the performance delta is usually negligible. Heatsink manufacturers anodize their heatsinks to make them look more attractive. I would focus more on surface finish/roughness of the area contacting the hot component.
Not all coatings degrade thermal conductivity, i.e., copper over aluminum. I have never run across enamel over copper for heatsinks but enamel is a poor thermal conductor. Most copper heatsinks I've seen (CPU over-clocking heatsinks) are pure copper and, I believe, have no coating/plating. This is probably because of the rather benign operating environment.
Richard Huang- San Jose, California, USA
Ed. note: Thanks for the insights, Richard.
Multiple threads merged: please forgive chronology errors and repetition 🙂
Protecting a telecomm outdoor Aluminum Heatsink
Q. Hi,
I designed an extrusion heatsink (Al 6063T5) for outdoor telecom equipment. This heatsink will be exposed to all kinds of outdoor environment (rain, storm, snow, salt). I chose clear chem film at first but later changed to clear hard anodic coating with dichromate seal ( for better corrosion resistance). Could anyone verify if this is a valid choice? Is there better suggestions? Also, do I need to specify to mask all thread holes during the anodic process? Please advice.
Thank You,
Telecommunication - Plano, Texas
2004
A. Sounds good quite good to me, Shizuko. The threads should be masked (so the spec or drawing should so indicate).
If the situation insures that there will be no mechanical damage to the heatsink, electroless nickel plating ⇦ huh? would probably be even more corrosion resistant, but nickel is far more noble than aluminum and will cause the aluminum to galvanically corrode if the coating is damaged and any aluminum becomes exposed. Good luck.

Ted Mooney, P.E.
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Need quick confidential answers? $25
Need project assistance? $100/hr.
Q. Reference to my previous question...
I have chosen hard anodize finish for my aluminum outdoor heatsink. Now that the heatsink vendors (extrusion houses) are telling me that they have trouble finding subcontractors who can do hard anodize for them. Is there an alternate finish I can consider that can provide good environmental/corrosion protection for Aluminum in harsh environment?
Telecom - Plano, Texas
2005
this text gets replaced with bannerText

A. Powder coating is an alternative, Shizuko, as is conventional anodizing, especially with the dichromate seal. But there are lots of hard anodizing shops, so perhaps you shouldn't give up on your preferred finish so easily. Search our jobshops directory for "hardcoat" or "hard anodizing"; it that doesn't find you the shop you need, try the Aluminum Anodizers Council or the AESF shop directory. Good luck!
Ted Mooney, P.E.
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Need quick confidential answers? $25
Need project assistance? $100/hr.
by Runge & Kaufman

on Amazon or eBay
or AbeBooks
(affil link)
Q. Firstly, thanks for letting me post this inquiry. I was quite pleased to come across this website whilst searching the internet for resources.
Basically, we are a small manufacture of electronic products here in Australia. The items we produce are mostly power conversion products for the marine and automotive industries, primarily for DC applications.
Whilst we consider ourselves to be expert in our field of electronics, our knowledge of anodising leaves a little to be desired!
Currently we have our heatsinks produced here in Australia including the anodised finish. We have developed a new product and due to pricing considerations have elected to seek an offshore supplier for the anodising only. Effectively, what I require assistance with is determining a standard of conformity I can specify for the anodising of our product to ensure it meets our performance criteria. Thus far I have drawn a blank. Basically our local anodiser cannot give me more information other than the finished thickness being 15 µm.
Although our products are used in auto and marine applications they are not fitted externally. Generally, they are fitted within enclosures, engine rooms or cabs and are protected from the mechanical effects of the environment. In marine applications though, there is always the 'salt-laden' air to consider regardless of where the unit is installed.
Our requirement is effectively, for cosmetic appearance, ensuring the mill finish aluminum is completely sealed and for scratch abrasion resistance i.e. from a slipping screwdriver during installation. The maximum operating temperature of the heatsink is 70 °C. The heatsink alloy is 6063 and the temper is T5.
Any opinions or suggestions would be greatly appreciated.
Thank you.
2005
- Perth, WA, Australia
A. Please Hard anodize to about 50 microns to achieve the required properties what you are looking for.
H. K. BAPU RAMESH- Mysore, Karnataka, India
A. Hello,
You may want to look into the various specifications that cover anodizing, most notably
MIL-A-8625 / MIL-PRF-8625
[⇦ this spec on DLA]. There are resources described elsewhere on this site about where to get copies of the specifications, and they may cover everything that you are concerned about.
Primarily you would be looking at three things: Visual appearance (if that is a factor for you), coating thickness (if you're happy with 15 µm, go with it. It is my understanding though that a thicker coating is not disadvantageous with heat sinks though), and corrosion resistance (this would be covered by the specifications).
One other possible consideration would also be the location of the rack marks - this is where the rack actually held the piece in place and there will be no anodizing at that specific point.
Good luck,
Compton, California, USA
Q. I'm having some discoloration problems with some anodized heat sinks.
The extruded heat sink is made of 6063-T5 aluminum. The finish is specified as: Finish per
MIL-A-8625 / MIL-PRF-8625
[⇦ this spec on DLA] C, type II, class 2, .00005-.0010" thick, color black.
The operating temperature of the heat sink is 60-70 °C. I have been informed that it appears that the heat sinks are turning red in color (see attached picture 1)
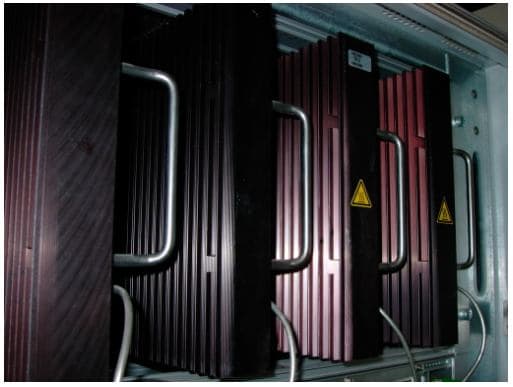
And in a separate situation it looks like they are loosing their black color revealing a gold-ish color (see attached picture 2)

Could the operating temperature be causing this ? Or is there something wrong with the plating ?
Electronics Manufacture - Shawnee, Kansas, United States of America
2005
A. Heat resistance shouldn't be an issue in the range that you mentioned if everything else was done correctly. You may want to make sure that the anodizer is sealing the parts properly (preferably in a heated nickel acetate seal).
Also, the current revision of the MIL-A-8625 specification is F Amendment 1 -- you may want to leave the "C" and the thickness call out of the end of your purchase order and just have the anodizer due the parts to "MIL-A-8625 Type II Class 2, black". The current minimums are thicker than what you listed (unless "0.00005" was a typo - that is WAY to thin for a satisfactory black, at least with the parts that I run) and you may be better served with a thicker coating.
Also, see topic 316/58 - it may help you a bit also.
Good luck.
Compton, California, USA
A. There are quite a number of different black dyes. Looks like you have one which doesn't have very good heat resistance. Discuss this with your anodizer. He can likely change to a dye which will hold up better.

Jeffrey Holmes, CEF
Spartanburg, South Carolina
Multiple threads merged: please forgive chronology errors and repetition 🙂
Chromate conversion alternative for aluminum heat sinks?
I am looking for an alternative to chromate conversion for some heat sinks that we use. We are trying to eliminate the use of hexavalent Chromium for RoHS compliance reasons. The heat sinks are currently made from 1100 aluminum sheet that is punched and formed. Since we pass a current through the heat sink we don't want to use a finish that significantly increases electrical resistance. What would you suggest?
Steven Lamusgaelectronics manufacturing - Libertyville, Illinois, USA
2006
|
|
A. There are several Non-Hex alternatives for Chemical Conversion Films on aluminum. The problem is that only one has thusfar shown itself capable of passing the requirements set forth in Mil-DTL-81706. That chemical is a Trivalent Chromium Pretreatment developed by the US Navy and licensed to Sur-Tec International, Luster-On, Henkel Surface Technologies and Metalast. These licensed versions are currently in the final phase of testing for inclusion in Mil-QPL-81706. Of all the chemistries tested, this is the only on that will pass a "bare salt spray". MIL-C-5541 is in final stages of rewrite to provide for non-hexavalent based conversion films. Justin Crisp- Indianapolis, Indiana, USA Ed. update: Indeed these trivalent chromium products (TCP) are now a part of those specs and there are additional vendors. A. There are a number of trivalent chromium based hex chrome alternatives on the market. We use one which is based on a US Navy patented process. Also, a chemical supplier in greater Chicago by the name of Sanchem has a 100% chrome-free, permanganate process which is reported to work well. Search the web for the name BIBBER and permanganate and all roads will lead you to SANCHEM.  Milt Stevenson, Jr. Plating shop technical manager - Syracuse, New York |
Q. Hello to all,
I work for a company manufacturing electronic devices for European and US customers, which need to comply to environmental exposure such as salt fog and humidity exposure.
We are now searching for environmentally safe surface treatments, and for an electrically conductive coating for Aluminum we have come across ALBAR-L3 and CE-283 which is apparently based on trivalent chrome, not hexavalent.
Do any of you have experience with these coatings? specifically with salt fog exposure of coated Aluminum? Both the corrosion resistance and electrical conductivity are important to us.
Thanks...
electronics manufacturer (OEM) - Rehovot, Israel
2006
Ed. note: We don't compare proprietary products in this forum, Baruch, ( huh? why?), but we have appended your inquiry to an earlier discussion, and you can see that this issue of trivalent chromating of aluminum is a hot topic around the world.
A. Our company has been using a licensed version of the Trivalent Chromium Pretreatment [TCP] developed by the US Navy for a year now and we have seen no problems with corrosion or electrical properties.
Justin Crisp- Indianapolis, Indiana, USA
Q. Has anyone seen published information stating that chem film per MIL-C-5541 meets the RoHS requirement because it constitutes less than 0.01% of the component being supplied and therefore meets the threshold? I received a call from a customer who states there are some suppliers making that statement.
Michael Marion- Lititz, Pennsylvania ,USA
2006
A. Best alternative to Hexavalent chromium is the TCP process which meet fully the requirements of Mil-c-5541. I am running several lines with the process successfully without any problem . The application is easy and the result is fully approved .

Yehuda Blau
YB Plating Engineering and Quality - Haifa Israel
2006
Ed. note: Yehuda is right. Those suppliers seem to be clutching at straws, and you are far safer following the Navy 🙂
Multiple threads merged: please forgive chronology errors and repetition 🙂
Heat sink anodising
Treatment &
Finishing of
Aluminium and
Its Alloys"
by Wernick, Pinner
& Sheasby

on Amazon or eBay
or AbeBooks
(affil link)
Q. We are anodizing on extrusions in India. Would like to know about any specific process for anodizing on aluminum extrusion for HEAT SINK purpose and also are interested to know, why Black is preferred and if black than is it to be Matt or glossy?
Ajit PatelAnodizing shop - Valsad, Gujarat, India
2007
A. Black anodized about 5-8 microns thick, matte, is commonly used. Thinner has lower heat emissivity, thicker has lower thermal conductivity, and a rougher surface increases area for heat radiation. Black has higher emissivity than clear anodized. Information primarily from "The Surface Treatment and Finishing of Aluminum and Its Alloys" ⇨
Chapter 12.
Al 6063-T6 is a commonly used alloy for heat sinks.
- Goleta, California
Rest in peace, Ken. Thank you for your hard work which the finishing world, and we at finishing.com, continue to benefit from.
Ed. note: Although the referenced Pinner & Sheasby presents more info about aluminum than we mortals can ever know, and although Ken Vlach is our most reliable responder, readers should be warned that 5-8 microns may be a bit thin for a reliable, cosmetic black. A good saturated black seems to require about 0.0005" thickness (12 microns) and I know one supplier of top quality amplifiers and other equipment for stage use who demands 0.0006-0.0008" thickness. (15-20 microns)
Multiple threads merged: please forgive chronology errors and repetition 🙂
Replace electroless nickel plating on aluminium heatsink

Q. Hello,
I am wondering if somebody could help me on a recurrent problem. I am a mechanical designer in France. I have been designing aluminium heatsinks for press-pack high power semi-conductor for 10 years now.
example:
www05.abb.com/global/scot/scot256.nsf/veritydisplay/51237a995b14a4ffc1257332002be211/$file/5sya2036-03%20june%2006%20mechanical%20clamping.pdf ⇩
Most of our customers used to ask us for a chemical nickel coating ⇦ huh? on their products.
Get a look on that:
For applications with
hard component stress, ABB recommends chemical plating rather than electrolytic plating. Bare copper or
aluminium is not recommended due to corrosion that rapidly deteriorates the contact surfaces. Nickel and silver do corrode, however nickel and silver oxide do not deteriorate the interface to the same extent as
aluminium oxide. The ABB press-pack high power semiconductors have pole pieces of copper with a nickel
plating of approximately 5 µ. When using nickel plating it is recommended to use the same plating thickness on the heat-sink area that is in contact with the device.
However our treatment nickel is really weak against moisture, humidity and so on. Even one single droplet could screw up a whole product. As far, in this system the nickel treatment is used only for the electrical contact.
Thus I am wondering if you'd know a coating that can respect:
- Corrosion layer won't affect the electric contact (as explained in ABB extract)
- Admit contact with the nickel plating (component)

Designer - France
August 31, 2011
Ed. update: The above link is broken. Thankfully, the Internet Archive preserved a copy here 🙂
Please consider a donation to The Internet Archive! Don't follow abandoned links, old URLs are often bought up by hackers to get links to their malware.
A. Hi, Motch.
My first impression is that electroless nickel plating is the correct coating but that 5 µ is not enough for a cast aluminum component. That might be enough for a machined copper component, but for cast aluminum I think a lot more, maybe even up to to 25 µ (0.001") would be appropriate.
Regards,
Ted Mooney, P.E.
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Need quick confidential answers? $25
Need project assistance? $100/hr.
A. It sounds like the electroless nickel deposit is too thin and/or has defects (porosity, etc.) if corrosion readily develops in moist, humid air. Typical thickness for aluminium heat sinks is at least 10 micrometers. Also, do you know what type of electroless nickel is being used, meaning low-, mid-, or high-phosphorus? The best corrosion resistance is obtained with mid-P (6-9% P) or high-P (10-13%) coatings. I suggest having some of the plated parts cross-sectioned to determine if the coating is continuous, or if it has extensive porosity or other defects.
Toby PadfieldAutomotive supplier - Michigan, USA
Q. We use copper for heat sinks and tin plate them. Is there any other type for copper heat sink which looks good and performance is not degraded in terms of heat dissipation?
Yogesh Aare- Mumbai, India
October 5, 2012
A. Hi Yogesh. Nickel plating should work. Electroless nickel plating is very widely used on heat sinks , and very corrosion resistant, but is rather expensive.
Luck & Regards,
Ted Mooney, P.E.
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Need quick confidential answers? $25
Need project assistance? $100/hr.
Sorry! Finishing.com is temporarily Read-Only.
Ted Mooney is retiring but I have several offers to take it over.
We're working hard to make sure we find it the best new home.