
| Search our quarter-million Q&As |
Home of the finishing HOTLINE since 1989
-----:Best Copper Cyanide Plating Solution Composition
Quickstart:
Although cyanide is toxic and best avoided, and bright acid copper sulfate is a good process for copper plating, acid copper cannot be employed directly on steel or zinc components because it will "immersion deposit" on them resulting in poor adhesion ⇦ huh?. A cyanide strike (or proprietary substitute) must be applied first.
Cyanide plating solutions can be based on either potassium or sodium and are formulated as strike baths, high efficiency plating baths, etc., but the high efficiency baths will usually require a strike bath bath first.
Read on, join in ...
![]()
this text gets replaced with bannerText

by N. Kanani
on Amazon or eBay
or AbeBooks
(affil link)
Q. We operate a copper cyanide plating bath here.
It consists of Copper Cyanide, Rochelle Salts
⇦ on
eBay
or
Amazon [affil link]
, "free Sodium Cyanide", and Sodium carbonate.
It doesn't appear to be made up to any particular specification.
Can anyone recommend a typical bath makeup, giving a range of component concentrations?
Does this conform to any particular spec?
The copper plate is used as a mask for heat treatment of steel parts.
Thanks,
Senior Chemist - Hampshire, England
2007
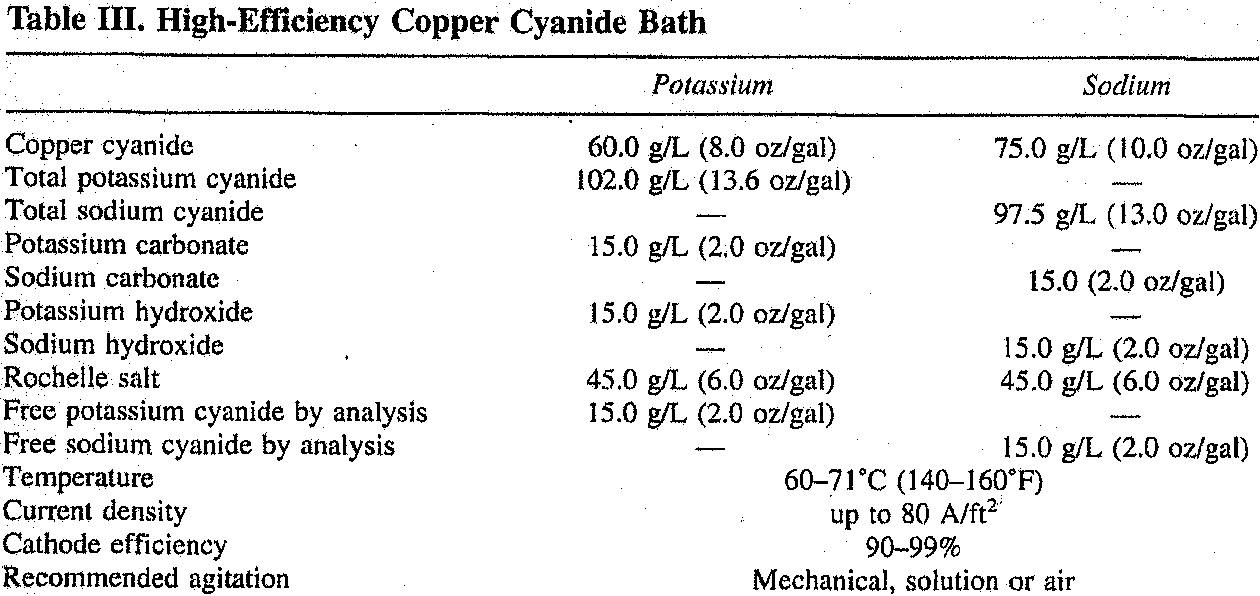
A. For high speed, the high efficiency bath is best.
(Metal Finishing Guidebook, 1998 edition, page 232)
(affil links)

free pdf is currently available from academia.edu
But I would just start with whichever printed formulation from the Electroplating Engineering Handbook ⇦ this on
eBay,
AbeBooks, or
Amazon [affil link]
or the Metal Finishing Guidebook ⇨
your current analysis is closest to, Mike. That should get you to an accepted, workable, solution quickest, easiest, & cheapest.
An additional reason why this might be the best approach is a strike is probably not enough thickness, but a high efficiency plating bath requires that a strike precede it. So the middle of the road strike/plating baths with midrange values are probably the best compromise for a one-step process.

Ted Mooney, P.E.
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Need quick confidential answers? $25
Need project assistance? $100/hr.
Sorry! Finishing.com is temporarily Read-Only.
Ted Mooney is retiring but I have several offers to take it over.
We're working hard to make sure we find it the best new home.