
| Search our quarter-million Q&As |
Home of the finishing HOTLINE since 1989
-----Tin plating discolors (turns yellow)
Q. Hi All,
We're using Tin-plated aluminum busbars in our products. After 3-5 years, in some cases, the busbars are getting discolored. They're turning yellowish. The places they're installed have humidity and varying temperatures but the installed busbars are present in closed containers.
1. What could be the probable cause for discoloration? (is it oxidation due to environment etc.,)
2. How to clean these busbars to remove this discoloration?
Regards,
- Bangalore, Karnataka, India
July 15, 2021
⇩ Similar, related, Q&As -- oldest first ⇩
Q. Why do Tinned / Solder Plated Copper Wires Turn Yellow?
Anil Satpute- PUNE MAHARASHTRA, INDIA
2002
Q. We usually keep our Hull Cell ⇦ huh? plate and dummy after plating in our analysis room. But in one day, the plating colour changed into yellow and blue color. Do you know the correlation between air condition (humidity and temperature) with discoloration? Is there a correlation between acid condition in air with corrosion in tin plating? Are there condition standards in storage of lead frame after solder plating?
BintanIC Manufacturing - Lobam, Riau, Indonesia
2003
Q. During lead attachment to a PCB, my company is using matte tin over nickel plated J-leads and reflowing using Sn/Pb/Ag (10/88/2) solder paste. The leads are coming out of the oven severely discolored (reddish/brown), even though we are using a nitrogen environment. I am assuming this to be oxidation. Are there any alternative platings and/or solders that could be used instead? Any information and/or assistance in this matter would be extremely helpful and would be greatly appreciated.
Thank You in advance.
John FletcherElectronics Assembly - Brooklyn, New York
2005
Tin plating discolors (turns yellow) after 250 °C reflow
Q. The product I am working on has two-layer plating: outside layer is Sn and inside is Ni. After reflowing at 250 °C, the Sn plating became yellowish to brownish. I am thinking that the brightener in Sn plating may decompose/oxidize at 250 °C and leave the Sn plating yellowish color. Am I right? Is there any way to avoid this color change?
Thanks,
Materials Engineer - Chicago, Illinois, USA
2007
A. Passivating the Sn plating would improve a lot. Maybe you need to consider Matte-tin also.
John Hu- Singapore
2007
2007
A. I am not fully clear if you are plating tin on top of nickel or if you are plating another (unidentified) substrate with nickel on one side and tin on the other. Anyway, tin melts at 232 °C, so you are above its melting point. Secondly, tin forms intermetallic compounds with many other metals such as iron, nickel, copper etc and these compounds are coloured. When tin is above its melting point its diffusion rate into other metals to form these intermetallic compounds is greatly enhanced. Thirdly we do not know how thick the tin is and for how long it is molten. Fourthly we do not know what tin plating bath you are using, so we do not know what your additives are, so we cannot consider if they can break down.
Saying all this, my guess would be that your problem is either surface oxidation of the tin, especially if it is melted in air and left to slowly cool in air, or if it is an intermetallic compound starting to show through. If it is tin oxide, this will be removed by dipping the plate into a medium strength acid solution; if it is an intermetallic compound, it would be handy to know what you are plating on to, then we can identify the intermetallic. As far as I can recall, nickel-tin alloys are grey, but I am willing to be corrected on this.

Trevor Crichton
R&D practical scientist
Chesham, Bucks, UK
A. Yellowish color is an indication of tin oxidation. To avoid tin oxidation in reflow, it should be reflowed in nitrogen environment. If changing of color is persistent, you can consider putting a very thin layer of phosphate.
Germie Maravilla- Manila, Philippines
2007
Multiple threads merged: please forgive chronology errors and repetition 🙂
Tin plating discolors when reflowed
Q. I have tin plated parts (lead free) that are discoloring between 250-275 °C. Plating is 120µm Tin over 50µm nickel. This is a stamped contact and is formed to accept a blade. When heated to temperature the part is only discoloring on the outside surfaces. Discoloring is a yellow/brownish color. We are looking for possible answers or contributions for this. Any ideas?
Thank You
Bob Lento- San Diego, California, USA
2005
Q. I also have tin plated stamped metal parts (not leadframes) discoloring in the temp. range of 250 - 260 °C. Parts are from multiple suppliers and plating processes - tin over copper on phosphor bronze, and tin over nickel on 301 stainless. Is there an alternate lead-free, solderable plating which will not discolor in the high-temp reflow process?
Lynn RischarSMT assembly - Dallas, Texas
2005
A. Tin migrates into many metals to form intermetallic compounds. These compounds are not usually the silver colour normally associated with tin. The tin metal also melts at 232 °C and exceeding the melting point speeds up this migration process. I suspect that you are forming the intermetallics and depleting the surface of free tin, thereby causing a discoloration.
Trevor Crichton
R&D practical scientist
Chesham, Bucks, UK
2005
A. The discoloration is caused by tin oxide.
The color of tin oxide will change from slight yellow to brown with the increase of SnO film thickness.
Because the thickness is only about 10 nm, it is difficult to detect by EDX.
- Shanghai, China
2005
Tin 4+ control range in tin plating bath

Q. Hi, I would like to know any control range for Tin4+ in normal Tin 2+ plating bath (Pure tin, MSA base).
Will Tin4+ cause discoloration during reflow (260 °C, 20 seconds)? Or maybe another problem causes discoloration?
If I control tin 2+ as 12 g/l, and tin4+ content is 1.2 g/l, is it acceptable level?
Hope someone can help me to solve my doubts.
Thanks,
components - Malaysia
2006
2006
A. 1.2 g/l tin(IV) normally is considered acceptable (shouldn't exceed 3 g/l). Too high tin(IV) will increase bath solution turbidity and increase in consumption of total tin to maintain an optimum level of tin(II).
Tin(IV) is useless in plating while only tin(II) can be reduced as tin metal. Discoloration during reflow is not related to tin(IV) but probably due to metallic contamination like lead and copper.
To reduce tin(IV) build up, recommend to:
1. Minimize air entrapment from circulation pump;
2. Maintain an optimum concentration of antioxidant in tin plating solution;
3. Prevent the bath running at high temp by using a chiller.
For your query regarding 12 g/l tin(II), it depends on which type of application. The lower the current density (barrel plating) the lower the tin(II) concentration is required while the higher the CD (jet plating, reel-to-reel) the higher the tin(II) concentration is used.

David Shiu
- Singapore
Tin copper plating blisters & discolors after heating
September 5, 2011Q. Hi,
I encountered a Tin-Copper finishing problem as below,
1) after heat reflow test (at 260 degree peak), the tin-copper surface has bubbles (spec requires uniform melting),
2) after 3 times of heat reflow test, the surface change colour from bright to dark.
I eagerly look forward to the help from you all guys out there.
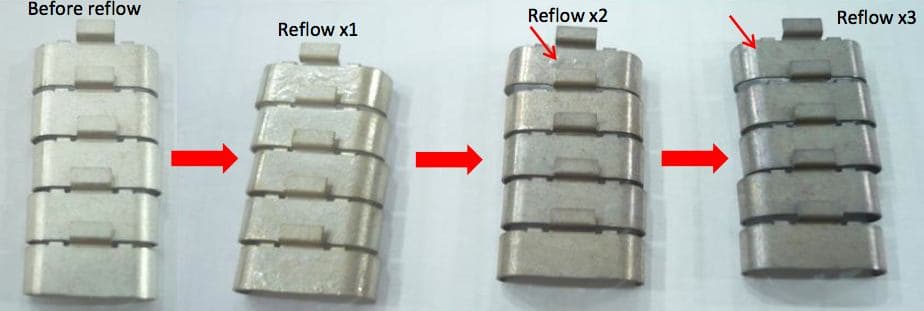
(click graphic for larger scale photo)
Thanks.
Jeff
precision metal stamping - Kuantan, Pahang, Malaysia
January 24, 2014
Q. Hi,
A discoloration complaint on the assembly of the tin plated parts was highlighted to us.
During soldering, the tin plated device discolored which appeared to be yellowish to golden. So customer tried to pass through the devices in a solder machine under given temperature setting (200-240 °C, max temp. actual is 236 °C) without soldering, but the color still changed. Please help us solve our problem and advise us on how to improve our process. Leadframes used are Nickel-plated over Copper.
We are running a matte tin plating. Pre-treatment stages are degreasing, Ni-activator and Pre-dip (with 10% MSA) prior the actual electroplating. No neutralizer/anti-tarnish rinse but we have annealing method.
I did reflow simulation to validate the complaint and truly discoloration existed.
On the other hand, I tried another process wherein I stripped-off the Nickel-plate exposing the Copper instead of the Nickel-activator and subjected it to heat reflow test for discoloration. No discoloration appeared on the devices.
My problem is that shifting our process from nickel Activation to Nickel stripping could create other problems like tin whisker growth and lead dimension issue since stripping totally etch the nickel plate.
How can I prevent the reflow discoloration without shifting to another process?
Thanks and Regards
Lead Finish Engr. - Taguig City, Metro Manila, Philippines
A. Hello Aiza,
I have seen cases in the past where organic contamination in the MSA Tin Baths could cause yellowing during soldering. Because you are using a sulfonic acid dip before tin plate, I would assume you are using an MSA Tin bath. I would try carbon treating the bath before changing anything in your process. I don't suspect formation of an intermetallic compound caused by migration, because you have a nickel under plate and your reflow temp is not too high. Hope this helps.
Process Engineer - Malone, New York, USA
January 28, 2014
Discoloration of Tin Plating After Heat Treatment
February 3, 2017Q. Hi,
We are working on a special functional coating on bronze based material.
Bronze material is first nickel coated (approx. 5 microns) and then tin coated (approx. 15 microns) in fluborate based Tin bath.
Material is then heat treated at 180 °C, in order to create intermetallic compounds between nickel and tin layers.
However, tin layer takes somewhat yellow to brown color after heat treatment and this also significantly reduces intermetallic compound creation speed. In my opinion, tin gives priority to oxygen rather than joining with nickel.
This is a problem that has occurred recently, before we were doing this heat treatment without problems. Post-plating rinse with hot DI water seems to reduce the severity of discoloration. We are thinking to try an alkaline cleaning after plating.
Any suggestions/ideas about the reason of discoloration and solution of it would be appreciated.
- Istanbul/Turkey
A. I agree that the tin is probably being oxidised, but since it has only recently started giving this problem, I suggest you also check its thickness. I would also check the heat treatment temperature to make sure it is only 180 °C.
Trevor Crichton
R&D practical scientist
Chesham, Bucks, UK
February 6, 2017
Q. Hi!
I am into this situation where my customer is concerned about Tin plating discoloration after 260 °C reflow from dark yellow to brown color. Product is TO252, with Tin plating over copper base metal (plating uses Sulphonic Acid).
Customer claims it's exposed base metal (Cu). We performed XRF on different points and did also cross section of the leads of the discolored area. All plating thickness on both verifications done area within the 10 - 18 µm spec.
However, EDS result done by external FA Lab showed Cu...
Hope to get technical explanation on this despite the fact that plating thickness is at 10 µm minimum yet EDS showed Cu. Is this Cu on EDS an effect of intermetallic compound migration after reflow? Thank you!
- Dong Guan China
February 8, 2018
A. Hi Jundy,
You may apply EDS on retain sample without reflow as comparison. If also show Cu then could due to Sn plating bath contaminated with Cu and co-deposit into Sn deposit. If no Cu revealed then could due to uncontrolled Sn-Cu intermetallic compound formation during reflow.
PS: EDS energy shall be optimized to avoid capture Cu signal from base Cu.
Regards,
David
David Shiu
- Singapore
April 9, 2018
Sorry! Finishing.com is temporarily Read-Only.
Ted Mooney is retiring but I have several offers to take it over.
We're working hard to make sure we find it the best new home.