
| Search our quarter-million Q&As |
Home of the finishing HOTLINE since 1989
-----Problem: Reworked chromate conversion coating ⇦ huh? highlighted material grain
Quickstart:
Visible grain depends on a lot of factors, some of them inherent in the material, but etching and/or re-work will highlight it and should be avoided if possible. Chemical stripping can also cause it and bead blasting may be a better idea.
![]()
this text gets replaced with bannerText


Aluminum How-To
"Chromating - Anodizing - Hardcoating"
by Robert Probert
You'll love this book. Finishing.com has sold a thousand copies without a return request 🙂
Q. These are components machined out of Aluminium, grade 6082 T6
These were treated with the chromate conversion coating process - Alodine / Kenvert /
Iridite. ⇦ huh?
Supplier A treated them, but could not attain the quality required. The colour was uneven, and too light.
The components were then re-treated by supplier B, who got the coating perfect, but at this stage some of the components revealed what appears to be the grain of the material.
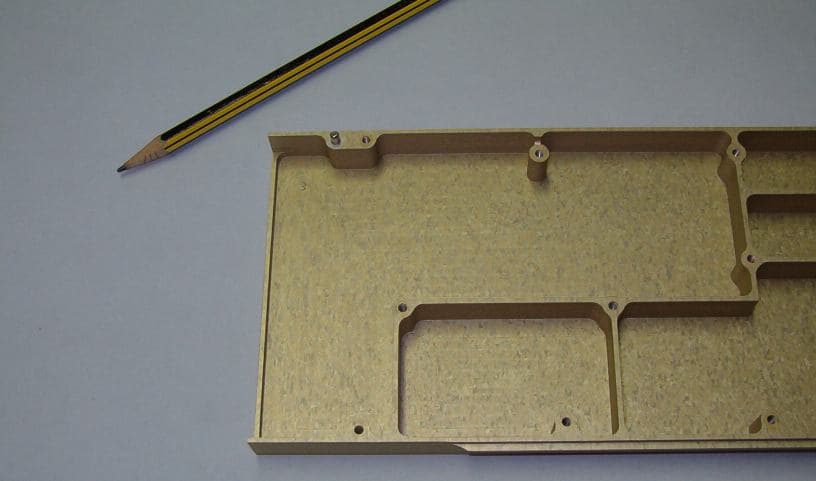
"Small grain"
What does not make sense is that the components went through the same process simultaneously, but only some revealed the grain. The grain size appears in three categories: not visible, small and big.
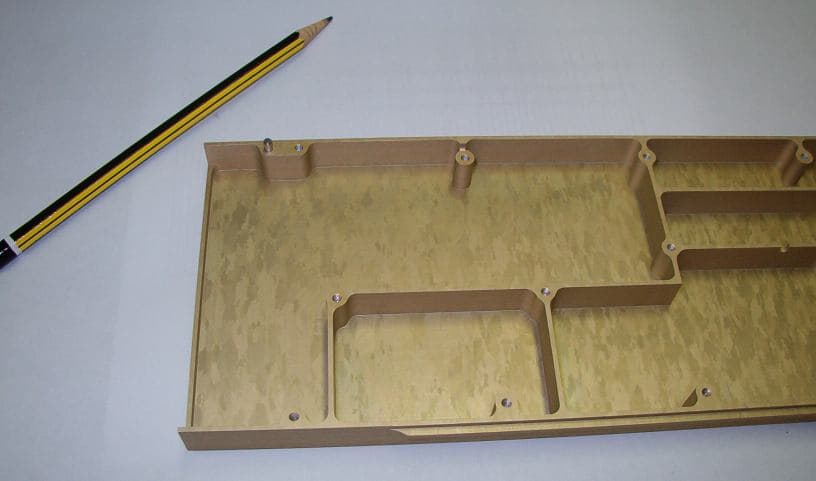
"Large grain"
Were the components machined from 3 different batches of material?
Is there a way to fix or avoid the above mentioned problem?
How many times can you safely treat a component?
I am looking forward to replies. Regards,
Johan B [surname deleted for privacy by Editor]- Cape Town, South Africa
2004
|
|
A. You are looking at variable grain structure based of asymmetric cooling after "hot" rolling. It probably came from different lots of the same alloy, but you can see differences like this from the first feet of material to the last feet of a run on the same lot. The best answer is to not etch/clean it any more than is absolutely necessary, which will hold down the highlighting of the grain. Unfortunately, that does not hide scratches and makes reruns impossible. James Watts- Navarre, Florida A. Johan, Automotive module supplier - Michigan A. John, I believe what you are seeing is the grain structure of the aluminum, which is typically more prevalent in the middle of the stock. The part does not look like a casting to me at all. The way to avoid this "mottling", is to avoid caustic etching as a prep prior to chromate, but as you mentioned, these parts had to be reworked, most likely stripped in a caustic bath. They could be stripped again, and hand finished to remove the mottled look, and rechromated with very little, or no caustic etch.  Marc Green anodizer - Boise, Idaho |

A. We carry out a great deal of chromate conversion on AL 6082. The finish you are getting is typical of 'machined from solid' components that have undergone rework, i.e., stripping of a cured chromate finish and re chromating. The removal of a properly applied and cured chromate conversion is quite difficult to achieve short of glass bead blasting or similar, the stripping process could easily be over etching the components surface. Alternatively your sub contractor may be over etching the components in the first instance.
Richard Mosley- U.K.
Sorry! Finishing.com is temporarily Read-Only.
Ted Mooney is retiring but I have several offers to take it over.
We're working hard to make sure we find it the best new home.