
| Search our quarter-million Q&As |
Home of the finishing HOTLINE since 1989
-----No Rinse Alodine 1132 Touch Up Pen Q&A's, Problems & Solutions
Quickstart:
Chromate Conversion Coating of aluminum, often called 'Chem Film' in the USA, is a well-known pretreatment for painting/powder coating of aluminum, as well as a corrosion resistant final finish. Alodine and Iridite are widely known trade names for proprietary chemistry for the purpose.
Please see MIL-DTL-5541
[⇦ this spec on DLA] for a full understanding of the process.
Sometimes it is necessary to touch up or rework a Chem Film; Alodine 1132 is one approach to the problem.
Q. I would like to know why rinsing is not required for Alodine 1132 as against the Alodine 600. I understand the reaction that takes place is different and I would like to know what fundamentals distinguish between the two kinds of chemical conversion coating materials.
Payal Tandon- Phoenix, Arizona
2001
A. Since we are talking about a proprietary process, do you have information about the two processes from a technical bulletin?
Without knowledge from the manufacturer, I would guess that the no-rinse formula does not have salts which would precipitate on the surface of the drying or dried gel formed during the conversion. That is, you would not get a white dust leftover on the surface after drying.

Tom Pullizzi
Falls Township, Pennsylvania
A. I helped research and test the formulations for this concept. The coating is significantly different from a typical conversion coating and was specifically developed for this type of application (dry-in-place). It performs very well and will be included in a soon to be released MIL-DTL-81706 [⇦ this spec on DLA] revision. The chemistry is patented, so the type of chemistry is public. I was pleased to have a part in developing such a well-received new product.

David R. McCormick
Clawson, Michigan
Alodine instructions
Q. We use touch n prep Alodine 1132 and misplaced the application instructions. Is there any way to obtain a copy via the internet?
All help is appreciated.
Thanks,
Joseph Wengerd- Ramstein AB, Germany
2001
Ed. note: Copies are available at https://krayden.com/technical-data-sheet/henk_alodine_1132_touchnprep_tds/
⇩
A. Alodine 1132 has recently been approved for MIL-DTL-81706 [⇦ this spec on DLA] A Class 3 coating (in addition to Class 1A). Contact the manufacturer for the most recent update (dated 01/16/2003).
David R. McCormick
Clawson, Michigan
2003
Ed. update: That technical date sheet is now available at https://sep.turbifycdn.com/ty/cdn/yhst-66923735885618/Alodine-1132-PDS.pdf
Q. Thanks David and Tom for your responses.
We are already using this material in our facility and results have been greatly satisfactory. I understand that this material has been included in MIL-DTL-81706 [⇦ this spec on DLA] Class 1A coatings. Could you please explain the manner in which Alodine 1132 is different from the usual conversion coatings. Apart from this information, I wanted to ensure if it was ok to pour out some solution from the touch-up-pen in a plastic cup and use a swab to apply it on parts where it may be cumbersome to use the tip of the applicator pen.
Payal Tandon [returning]- Phoenix, Arizona
2003
A. Payal,
I just noticed your questions. You could remove the felt tip and push a plastic rod into the valve to activate and dispense a few milliliters at a time and use a swab. Or, you could use the swab to activate the valve. I wouldn't cut or break the tube since this protects the solution from contamination. If you saved some for later use outside the tube you'd have to test the solution per 81706 requirements (another advantage of the system). remember, you now have a chromate contaminated swab that will need disposal. The felt tip can also be trimmed if required/ adequate.
Don't use too much. The solution should not puddle or tend to run if the surface is held vertical. A little goes a long way. As long as the surface is wet (even if it flashes away in a few seconds because of a warm surface) it will have more than the minimum required coating weight. Some wet adhesion failure may result when using water based primer if too much Alodine 1132 is applied.
Do use a plastic beaker rather than glass because the solution contains a very small fluoride content.
Alodine 1132 was recently approved for 81706 class 3A as well as 1A after resistivity was determined to be acceptable.
This differs from a conventional coating in that it leaves no "bad acting" salts that need to be rinsed away after the coating forms.
The chemistry is disclosed in U.S. patent 6,361,622 Hope this answers your questions.
Regards,
David R. McCormick
Clawson, Michigan
A. Payal-
Don't defeat the purpose of the pen, and don't remove any to a separate container if you're doing MIL-SPEC work.
I'd suggest temporarily pulling the moist felt tip out with plastic tongs and using that alone to reach the difficult areas. Return the tip for normal storage or to recharge the tip. Remember, a cotton swab will be attacked by chromate and affect the chemical composition. Also remember that the container box comes with a return label for the vendor to properly dispose of the empty/used pens- I don't know if they want to deal with your swabs and rags for free.
I hope this helps, best regards,
David R. McCormick
Clawson, Michigan
Q. Does anyone have any specific information on the drying times for 1132? I find the supporting rather vague (it mentions using a hair dryer but also warns against excessive air flow across the surface?)

Andrew Petrow
- Perth, Western Australia
2004
A. Hi Andrew,
A hair dryer has two safeties built in that prevent temperatures > about 140 °F. This is an excellent drying temp. A hair dryer also has a built-in ground fault, are very cheap and readily available. Air dry works fine. Excess air flow can make the wet film flow and cause uneven coating- possibly creating excess coating in spots.
I actually prefer to prewarm the surface and allow the heated metal to flash off the coating. This also gives the most pleasing appearance.
I agree the drying time is odd. It is related to the MIL-SPEC wording. I believe it ended up that way due to some late testing with water-based epoxy. If the surface is painted (water based only) right away over a heavy Alodine 1132 coating, minor wet adhesion failure was noted. If the conversion coating sat 3 days, as instructed in the original MIL-SPEC procedure, no failures were seen. Obviously, the workers in the field don't want to wait 3 days to paint. The military answer was to wait 3 days AFTER painting before performing the adhesion test. This way the immediately painted surface never failed.
Best Regards
David R. McCormick
Clawson, Michigan
Multiple threads merged: please forgive chronology errors and repetition 🙂
Post-cure water soluble Alodine 1132
Q. Hi Everyone,
My company develops technology for the aerospace industry and I am developing a surface preparation technique which uses Alodine 1132.
I have had some un-expected results using Alodine 1132. My application method is briefly as follows:
(1) Abrade and clean AL 2024 coupons as per the Alodine 1132 TDS (2) Pre-warm the coupons to approx. 40-50 °C (3) Apply the first coat in one direction. The coating does not sag when held at 90 °C (4) Apply the second coat after the first has dried. The coating does not sag when held at 90 °C (5) The coupons are allowed to dry at 22 °C and 35% RH for 24 hours (6) The final colour is an even, dark gold colour

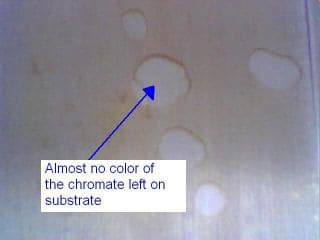

Amongst other tests, after I conducted a brief water break test I left droplets of water on the coupons. When I came back the droplets had leached the Alodine solution off the plate and then re-deposited the solution as a ring as the droplets evaporated.
I am concerned as to why this may have happened as a conversion coating should not behave in this way. Previous to testing the coupons were wiped with DI to take off any un-activated coating. I understand that Alodine 1132 is designed to withstand a salt spray test as well. This was the fifth batch of coupons that I have prepared using the Alodine touch-pen so I am quite confident that I am preparing them correctly (I am hardly an expert though).
Also, our product (a sensor) is sensitive to moisture and I am concerned about how much (and for how long) the Alodine evaporates water?
Alodine appears to be very soluble in water, is it to be expected that the coating will also be soluble post-cure?
Is this behavior characteristic of Alodine that has not cured properly? If so, what could have affected the curing? (*left for 24 hours, 35% RH*)
Any feedback would be greatly appreciated as I'm out of ideas on this one.
Regards,
Andrew Petrow
- Perth, Western Australia
2004
A. Chromate Conversion Coatings are a thin gel. They dehydrate slowly or they turn powdery. Water will dissolve some of the gel if it is left on for a long time. I will speculate that it goes to the outside of the drop of water because of surface tension. It then dries from the outside in giving you the ring. In regular chem film you must get the rinse water off of the part or you will see spots just like yours.
James Watts- Navarre, Florida
Multiple threads merged: please forgive chronology errors and repetition 🙂
Q. I sometimes work as a field engineer and the Alodine pen is the best, it saves time in touching up scratches and has been more than environmental friendly. I read, in your answers above, how David McCormick helped to develop the pen. I had also read a Boeing article, a few months ago, they have taken credit for this pen. What's the real story on this pen? Was it developed for and by aerospace?
Dorrance Hubbellsupplier quality - Long Beach, California
2006
A. Repair pens have been around for a while; I think what David was making reference to is a formulation that is suitable for dried-in-place (no rinsing required) coatings.

Ted Mooney, P.E.
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Need quick confidential answers? $25
Need project assistance? $100/hr.
A. Actually, Hughes developed the pen and filled it with Alodine 1200- which needs to be rinsed. Henkel bought the rights to the pen, then we developed the no rinse coating.
We now have a trichrome (Cr+6 free) pens too.
David R. McCormick
Clawson, Michigan
Multiple threads merged: please forgive chronology errors and repetition 🙂
Alodine 1132 Touch-N-Prep Approval For AMS2473 or AMS2474
Q. Dear Sirs,
I know that Alodine 1132 is approved for MIL-DTL-81706
[⇦ this spec on DLA]
and Boeing (BAC5719) applications.
Is this product also approved for AMS2473 and/or AMS2474?
-
* Ed. note (copied from SAE Standards Works): "AMS 2477 was written to be the successor document to AMS 2474 because the latter contains certain testing frequencies, equipment, and conditions which are impractical and a full revision to remove same from AMS 2474C was precluded by Committee B."
AMS2477
Best Regards,
- Tokyo, Japan
2007
Q. Can Alodine 1132 be used in place of AMS2473 or
MIL-C-5541 Class 1A ? ⇦ Answer?
- Bloomfield, Connecticut
March 20, 2009
Q. Hello David,
found this while searching for Cr+6 free aerospace chemicals conversion methods. Could you provide more information on the trichrome (Cr+6 free) pen, that you talked about?
Product designation/availability ? Is it approved for aerospace use in the meantime (since 2006)?
- Gauting, Germany
July 14, 2008
A. Peter,
Henkel's new non-hexavalent chromium pen is commercial and is designated Alodine 871 Touch-N-Prep Coating. The technology is based on trivalent chromium and is applied and performs similarly to Alodine 1132 Touch-N-Prep coating. Alodine 871 is approved to
MIL-DTL-81706
[⇦ this spec on DLA]
B (Type 2, Class 1A, Form VI, Method D & Type 2, Class 3, Form VI, Method D).
Best Regards
- Madison Heights, Michigan
Multiple threads merged: please forgive chronology errors and repetition 🙂
Q. Not being that familiar with all of this, I am looking for some answers. We have some alum. tubing that is anodized. We machine the ends (face & thread) and then assemble the complete product. We are finding that while in the field these parts are beginning to deteriorate where the anodizing was cut. I am looking for an in house way to coat these. I can have them sent out to our platers to be anodized or chromate dipped but that adds to our lead time. I have tried the Alodine 1132 pen and that does not work as well as I would like. I see that we can dip these ourselves but am worried about disposing of the waste and the rinse water. Do they have to be rinsed at all or can they just be left to dry. Is there a process to coat these that will give me a good finish for a harsh environment, that will not produce waste that needs to disposed of by a service?
Any help or suggestions would be greatly appreciated.
Thanks,
product manufacturer - Aurora, IL, U.S.A.
January 23, 2009
A. There is no good way to do a "cheap" good job.
Ideally, You would do all of the machine work, then Alodine or Iridite the whole tube, mask the threads and anodize the whole unit. The prep steps for the anodize will remove the unmasked chromate conversion coating. The masking/demasking is the expensive step.
There is no good way to "hold" the part for the mechanical steps after anodize. It may look OK, but it damages the anodize. Since those steps should be done with cutting fluid, now you have a problem of getting the part clean enough to chromate. Also, a proper chromate will use prep steps that will damage the anodize. You will have a problem with most companies certifying the product if you do not do the complete process. Also, the chromate will be inferior if you do not.
- Navarre, Florida
A. Dan,
You mentioned the Alodine 1132 pen. Was the touchup area exposed to air for any length of time prior to your touchup attempt? If so, clean the surface to be chromated with a scotchbrite pad to remove oxidation, then touchup with the 1132 pen. The chromate coating should form a bit quicker than direct application to the unclean/oxidized surface.
Aerospace - Dayton, Ohio, USA
January 28, 2009
A. Actually it is common to chromate areas that are machined after anodizing. I have seen several examples of this. Also there is such a thing as a no-rinse chromate. Talk to the chromate suppliers about the suitability of their product.
Leo Herringon- Grand Rapids, Michigan, USA
February 3, 2009
Q. Dear All,
Back in 2007 I bought 12 Alodine 1132 pens as a minimum order. Since then I have only used one pen & the shelf life has expired.
Can I get the pens re-validated & have the shelf life extended?
All the pens have the same lot number PB71203955.
Could I have one of these pens tested & have the results authorize the use of the other pens?
If so where do I send the pen to have the test done? ⇦ Answer?
Very best regards
Brad
- Sydney Australia
March 26, 2009
Q. I have been experimenting with the Alodine 871 pen for a few weeks now and testing salt spray corrosion resistance and electrical resistance (milc81706). No problem passing the salt spray using the application method in the technical data sheet (using 2024T3 bare alum-not the best need 6061 but waiting on samples of it) but the electrical test is more difficult to get.
I have had no problems with Alodine 1132 even with 2042-T3 alum. Is there a different application method for this (i.e a lighter coating, only one pass with the pen and don't overlap?)
- Belfast, Ireland
May 7, 2009
A. The pen does not have to be rinsed off, I need to do larger areas than the pen will cover can we get it in a larger quantity or can I use MIL-DTL-81706 without rinsing. ⇦ Answer?
Mike Houghaircfaft inspector - Ft Bragg, North Carolina
June 29, 2010
Q. We have small areas on our products that require slight touch up of the gold chem film. Has anyone found a successful touch up material and process for touching up the chem film?
Roger Briereprocess engineer - San Dimas, California, USA
February 11, 2011
Ed. note: As you see, we appended your inquiry to a thread which may already answer it for you, Roger. But follow up if you have remaining questions.
Q. If I wanted to cut the pen tip down to a smaller size what tool should I use? I tried using scissors but it wasn't a clean cut. There were a lot of fibers which concerned me.
Mark Desoto- Tacoma, Washington, United States
April 6, 2017
A. Hi.
I used a sharp razor blade.
I'm no longer obliged to my past employer.
I owe them nothing.
Just in case anyone else wants help using my inventions.
https://www.linkedin.com/in/david-r-mccormick-ba24a4114

David R. McCormick
Clawson, Michigan
|
opinion! Hi David. There are countless people to whom I owe a lifelong debt! ...but corporations aren't people, and I agree 100% that we owe corporations nothing. Regards,  Ted Mooney, P.E. RET Striving to live Aloha finishing.com - Pine Beach, New Jersey Need quick confidential answers? $25 Need project assistance? $100/hr. Well, we owe a lot to you Ted. David R. McCormick Clawson, Michigan
Regards, Ted Mooney, P.E. RET Striving to live Aloha finishing.com - Pine Beach, New Jersey Need quick confidential answers? $25 Need project assistance? $100/hr. |
Q. We will be needing to do a small amount of touch up on conversion coated surfaces. We are planning to use the Alodine 871 pen but were wondering what the shelf life of the pen is after it is opened?
Ruth NealCTI International - Great Neck, New York USA
November 11, 2019
A. I do not want to infringe on a proprietary sale but I just advised one of my clients to touch up with a beaker of tank solution and a cotton swab, and/or to double the concentration of the tank solution in the beaker.

Robert H Probert
Robert H Probert Technical Services
Garner, North Carolina

![]() Thanks Robert, I would like to have that ability but, we unfortunately do not have any tanks here as all of our coatings are done by our suppliers.
Thanks Robert, I would like to have that ability but, we unfortunately do not have any tanks here as all of our coatings are done by our suppliers.
Computech Intl. - Great neck, New York USA
November 11, 2019
Sorry! Finishing.com is temporarily Read-Only.
Ted Mooney is retiring but I have several offers to take it over.
We're working hard to make sure we find it the best new home.