a. The end of the Civil War saw the need for increased production capabilities in the field of metal finishing. To meet this demand finishers began using wooden "barrels" into which large amounts of manufactured parts could be placed. The entire unit was held on each end and immersed into a large tank while rotating the barrel along it's horizontal axis. Electrical contact was made to an outside D.C. power source to provide the energy for the plating process to take place.
b. Rapid advances were made in the field of barrel plating after WW II with the invention of chemically resistant plastic materials for equipment manufacture. These materials prevented not only deterioration of the barrels but minimized the solution absorption which used to occur in the older style wooden cylinders. Thus the industry took a giant leap into the modern era of metal finishing.

a. The primary function of barrel plating is to provide an economical means to electroplate manufactured parts that also meets the customers specific finishing requirements.
b. The four most important requirements are : Engineering applications, such as building up the thickness of metal to change the physical size of a part or to provide a good surface for some other treatment such as painting or screening. Decorative coatings such as Bright Nickel, Brass, and Antiquing. Cosmetic uses such as Zinc plating to improve shelf life and salability. But by far the most important use of barrel plating is to extend the corrosion protection of the customers' parts.

a. Barrel plating can accommodate a wide variety of shapes and sizes as well as different metals and alloys. These parts can then be plated in an equally diverse amount of plating baths each with their own properties and formulations.
b. Generally any part that can fit through the opening in the barrel can be plated provided good procedures are maintained, excepting long & thin parts.
c. The quality of the finish can equal that of still or rack plating and is usually more economical.
d. Typically parts weighing 5# or less or having a volume of 125 cu. in. or less can be routinely barrel plated.
e. The rotation of the barrel and the parts within it lend themselves to other advantages. The mechanical energy of the rotation produces a burnishing action that helps to clean and descale the parts to a greater degree than rack plating, much the same as wringing your hands under the water faucet facilitates the speedier removal of soils and dirt from them.
f. The tumbling action is also responsible for the high degree of plating uniformity which can be achieved in the barrel. As the parts move they make and break electrical contact creating what is called a bi-polar effect whose net benefit is the evening out of the high and low areas which could pose enormous problems if the same parts were to be racked and finished. It is for this reason that fasteners are almost exclusively plated in barrels. For this reason, as well as economics.

a. The two most common types of barrels are the horizontal barrel which is a hexagonally shaped cylinder and the oblique barrel which closely resembles a cement mixer in both looks and operation.
b. While the barrels may be made out of virtually any material they are usually constructed of rigid polypropylene because of its chemical resistivity.
c. In order to allow the plating solution to enter and exit the barrel without loss of the parts to be plated, holes are drilled along each side of the barrel and the removable panel called the door. The number of holes should not exceed 30% of the surface area of the barrel or the structure of the cylinder may become too weak. The holes must be properly sized so that parts do not fall through while being large enough for solution to easily drain to minimize wasted chemicals. For this reason platers keep a variety of hole sizes available along with a variety of barrel sizes.These sizes can include barrels with diameters of an inch up to monsters 24 inches wide by 60 inches long.
d. The interior surface of the barrel must also be designed correctly to promote adequate tumbling of the parts. Ridges or dimples are added to prevent parts from sticking to the sides and "nesting" which could be detrimental to good plating distribution.
e. The exterior is shaped like a hexagon to provide a pumping action so plating solution can be replenished as the barrel rotates.
f. There are a number of different methods to carry the electrical current to the parts one wishes to plate. Some barrels have small metal buttons strung along their inside surface which are connected through a cable to an external power supply. This method might be used for large parts which could become tangled to assure they all are making electrical contact. Another method is to place large discs on each of the two sides of the barrel to assist in the plating of long thin parts which might damage internal protrusions. By far, however, the most common way to supply current to the parts is the "dangler". This is usually a coated cable with a large metal ball crimped onto the end which terminates inside the barrel and simply rides on top of the parts as they tumble in the cylinder. They enter the barrel through a hole machined out of each end of the barrel and are then connected to the rectifier which will supply the D.C. current to power the chemical process.
g. The maintenance of the barrels is greatly reduced by constructing them of chemically resistant materials such as polypropylene, poly-glass, stainless steel and Koroseal coatings.
h. Because of the large amounts of parts, and thus the large amounts of surface areas being plated at the same time, the tank must be large enough to accommodate a greater amount of the metal being plated. These are more commonly called the "anodes". Thus anodes in barrel plating tank are always kept at a maximum.
a. Parts need only to be free-flowing enough to enter the mouth of the barrel.
b. Loads should not exceed half the volume of the barrel or improper tumbling will occur and a loss of plating uniformity.
c. The surface area of the plated parts should generally be about 25 sq. feet for every foot length of the barrel at a 14 inch diameter.
d. Parts must be able to tumble freely to insure a good plating distribution. Such interior protrusions as breaker bars, dimples or ribbed sides should be used as necessary.
e. The rotation of the barrel while in the plating tank is also very important. Typically a speed of 3 to 6 RPM is considered adequate but faster speeds facilitate a more uniform deposit even though there may be some physical wear on the barrel itself. As long as the parts themselves will not be harmed it is more desirable to maintain as fast a rotational rate as is practicable.
f. Barrel sizes and hole perforations should be chosen with care depending on the size of the parts to be plated. Too small a hole will trap solution by capillary action and drag the chemicals all along the plating line. Too small a barrel and the parts will not tumble properly.

a. Load parts and close barrel
b. Place loaded barrel into hot alkaline cleaner tank and rotate 3-5 minutes to remove oils and grease, then rinse in fresh water.
c. Immerse barrel next into another hot cleaner tank which is electrified in the opposite fashion of the plating tank so as to "de-plate" the parts and remove soils and some light scales. Rinse as before.
d. Rotate barrel in acid dip which can contain such chemicals as hydrochloric, sulfuric, nitric acid, or dry acid salts. The purpose of these chemicals is to remove any rust,activate the surface of the metal and neutralize any residual alkalinity left on the parts from the cleaner tanks. Rinse thoroughly.
e. Now you are ready to plate the parts based on the needs of the customer. The length of time in the plating tank is determined by the thickness of metal to be plated. The greater the thickness the greater the time. As always, rinse when done.
f. Having plated the part you may now apply any number of post treatments including but not limited to: oils, waxes, sealants,chromates or other metals such as brass and chrome. Yes, you still must rinse.
g. Unload parts into a drying unit and dry completely at no greater than 120 degrees F.
a. Once the plating process is completed inside the barrel the parts are then removed to be dried externally.
b. The parts can be mixed with corn cob much the same as is done in screw dryers but this is time consuming and non productive.
c. Screw dryers are long tubes with a helical strip of metal inside. The entire tube spins slowly and draws the parts along its interior while hot air is force through the opening. This method is well suited to manufacturers who produce large parts on a consistent basis because it has been found that the abrasion of smaller dry parts on each other is detrimental to the final finished product.
d. Centrifugal dryers spin the parts in baskets at speeds of up to 600 RPM while allowing hot air to be drawn through the load. This method is widely used because of its versatility and because it tends to leave the finish intact to the greatest degree.
e. Some parts are of such a nature that the barrel can be designed to accommodate drying while the parts are still inside. The barrel is usually vacuumed of surface water and placed inside a tank which blows hot air over its surface as it rotates very slowly. Great care must be taken when selecting this method as the final products quality may greatly be diminished.
a. Plating standards for barrel finishing are in most cases identical to those used in rack and still plating. Among those used are ASTM, SAE, AMS as well as corporate military and federal specifications.
b. Salt spray testing is widely used as a measure of a finishes fitness for use in the end product.
c. Baking tests, notch tests, and ductility tests are also used to determine part utility.
a. Proper and on-going training is extremely important to successfully barrel plating any part.
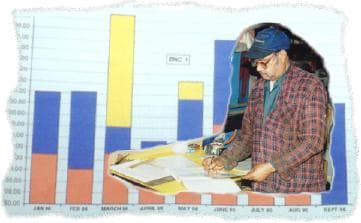
b. Records should be kept regarding all of the important parameters involved in each step along the plating cycle. These should include things such as part description, load size, voltage, time, thickness readings, chemical additions and also any problems which may have taken place during the cycle.
c. All relevant data and notes should be routinely reviewed to assure that the product will remain at a consistent level of quality and that the process can be continuously improved.
d. There are numerous quality systems which the customer may require the barrel plater to employ such as the ISO 9000 standard which is one of the more recent attempts to help barrel platers achieve the highest level of customer satisfaction possible.