![]()
20 december 1998 Anders Sundman
Förkromning Historik
Dekorativ förkromning skiljer sig från hård förkromning främst genom skikt tjocklek och användning av underskikt. Nästan uteslutande används underskikt av nickel när det gäller glans förkromning, men goda resultat kan man även få på mässing ytor och koppar ytor som då är polerade.
Vid hård förkromning utförs däremot utan underskikt av nickel om det inte gäller någon speciell nickel rep, samt att skikt tjockleken överstiger 15µ. Den metalliska kromen är en mycket spröd starkt glänsande metall. Den är hårdare än korundum och har en färg som kan liknas med silver, men har mera blå ton i sig. Specifika vikten är 6,8 och smältpunkten 1,520 ÛC. Vid glödning i luften oxideras den långsamt.
Tillföljd av sin stora sprödhet har metallen ingen praktisk användning men däremot har den värdefulla kemiska och fysikaliska egenskaper, att den har fått stor användning för legering med andra metaller. Då olika kromstål, koppar brons och nickel där man får fram mycket hårda legeringar samt motstånds kraftiga metall legeringar mot korrosion. Ingen av dessa legeringar har emellertid så stor motstånds kraft som den rena metallen mot luftens och många kemiska ämnens inverkan. En metalls motstånds kraft mot luftens inverkan kan dels bero på att den är indifferens mot all kemisk inverkan.
Till denna grupp hör ädel metallerna såsom guld och platina. Dessa metallers industriella användning är mycket begränsad på grund av det höga priset. En annan grupp av metaller som är mycket indiffirenta mot kemisk inverkan såsom aluminium etc.
Denna passivitet beror på att metallen i luft överdrags med en tunn hinna av oxid, som skyddar metallen för vidare inverkan. Till denna grupp hör aluminium och även krom, genom denna egenskap så förhåller sig metallen sig nära som en ädel metall. Den angrips inte av luft, vatten eller den kolsyra som finns i luften, samt svavelhaltiga ämnen. Däremot upplöser sig krom lätt av saltsyra och varm svavelsyra. Svaga syror som ättika, citronsyra, myrsyra. Andra ämnen som finns i vardagliga födoämnen angriper ej kromen. Krom är elektrokemisk betraktad aktivare dvs oädlare än järn och stål men hamnar då mellan zink och kadmium. Hårdheten är värdefull då metallens yta inte repas av så lätt.
Förkromning och dess praktiska tillämpningar:
Med förkromning i dagligt tal menar vi i allmänhet dekorativ förkromning, där kromen fälls ut i tunna skikt 0,3-0,5µ över ett skikt av nickel som utgör det egentliga korrosionskyddet. Kromen har här till uppgift att förbättra detaljens utseende och i viss mån förhindra atmosfärens angrepp på nickelskiktet.
Den dekorativa förkromningen sker på elektrolytisk väg ur en kromsyra lösning med något lägre strömtäthet än vid förfarandet vid hårdförkromningen samt att sulfat halten och temperaturen är något högre. Hårdkromskikten är betydligt tjockare än de dekorativa skikten, upp till 0,5 mm, vanligast är 30-300µ och för att möjliggöra detta samt för att ge hårdkromskiktet önskade egenskaper, arbetar man under utfällnings betingelser som skiljer sig ganska mycket mot dekorativ förkromning.
Den stora skillnaden ligger alltså i temperatur och strömtäthet. Variationer svavelsyra halt är betingat av att man vill ha en bättre spridningförmågan d,v,s förmågan hos fällningen att tränga in i vinklar, fördjupningar och liknande, variationer i strömtäthet är mera beroende av det grundmaterial man arbetar med och önskan om utfällningshastighet. Så fodrar t,ex gjutjärn och anstenitiska stål hög strömtäthet.
Dagens hårdkromteknik har utvecklas ur kunskaperna om den dekorativa förkromningen, vilket var målet för de första försöken att på elektrolytisk väg fälla krom metall ur en lösning innehållande en kromförening. Det kan därför kanske vara intressant att titta lite på den historiska utvecklingen.
Trots att förkromningen har varit i kommersiellt bruk i ca 70 år, daterar sig de första försöken på detta område till mitten av 1800-talet.
Den första kända som föreslog utfällning av krom på elektrolytisk väg var en fransman vid namn A. Berqurel som i en uppsats "Elements d'Electro-chimie" utgiven i Paris 1843 antog att lösningen innehållande 2- och 3-värda kromföreningar kunde användas för detta ändamål.
I en patentansökan av 1848 beskrev en annan fransman, Junot de Bussy, framställningen av olika lösningar för elektrolytisk utfällning av krom. Om han verkligen lyckades utfälla krom ur sin beskrivna lösning är inte känt, men sex år senare lyckades tysken Robert Bunsen att göra det ur den beskrivna lösningens genom att använda sig tekniken med dubbla celler.
En annan tysk, A.Geuther, tycks ha varit den förta som 1855 lyckades fälla krom ur en utspädd kromsyrelösning och han erhöll då en gråvit fällning med metallisk lyster på en katod av platina tråd. Geuther framställde sin kromsyra genom fällning av kaliumbikromat med svavelsyra och den innehöll förmodligen små mängder svavelsyra då det inte framgår av hans redogörelser att han försökt att avlägsna denna. Vilket gjorde att hans försök lyckades, även om han inte själv var medveten om betydelsen av närvaron av svavelsyra.
År 1857 försökte H.Buff också han tysk, att återupprepa Geuthers resultat men misslyckades, troligen på grund av att Buff använt kromsyra som inte innehöll sulfatjoner.
I och med detta försök tycks de uppnådda resultaten ha fallit i glömska för många år.
Det var först 1905 som man gjorde något mera påtagligt framsteg i och med att amerikanerna H.R Carveth och B.E Curry efter ett intensivt och målmedvetet forskningsarbete upptäckte betydelsen av sulfatjonernas närvaro i en kromsyrelösning som nödvändiga för att en utfällning skulle äga rum. Genom elektroteknikens utveckling under de gångna åren hade Carveth och Curry också tillgång till bättre strömkällor än de föregående forskarna och studerade också strömtäthetens betydelse med resultat att man kom underfund med att för dåtida förhållande exceptionellt höga strömstyrkor av 8-10 A/dm² var nödvändiga för att elektrolysen skulle äga rum. Dessa herrar hade också klart för sig att lösningens temperatur spelade en viss roll, men tyvärr har man inte lyckats finna något resultat av deras undersökningar om detta. Carveth och Curry tycks emellertid haft klart för sig att den teknik de utformat skulle komma att få en stor betydelse inom galvanotekniken. Deras vidare öden
och resultat tycks emellertid vara höljda i dunkel och det är först omkring 1920 efter arbeten av amerikanen G.J Sargent som den kommersiella förkromningen på nytt kommer i blickpunkten.
Sargents arbeten att klarlägga de kvantitativa relationerna mellan kromsyra- och sulfatjons koncentrationerna resulterade i förslaget att använda en lösning innehållande 250 g/l kromsyra och 3g/l sulfatjoner och detta förslag var utgångsvärdena för det arbete att göra processen kommersiellt gångbar som samtidigt skedde genom E. Liebreich i Tyskland och C.G Fink i USA under 1920-talet. Förutom Fink arbetade i USA en herre vid namn K.W Schwarz på att utveckla förkromningstekniken och i juni 1925 offentliggjorde The United States Bureau of Engraving and Printing lyckade resultat att förkroma tryckplåtar och i augusti samma år offentliggjordes den använda metodiken i detalj.
Av denna redogörelse framgår bl,a att man hade klart för sig vilka faktorer som gjorde att man kunde få vad vi idag kallar frostiga, blanka eller mjölkaktiga fällningar. Fastän målet hittills varit att erhålla dekorativa och i något mån korrosion skyddande kromfällningar ser vi genom att man använde krom på tryckplåtar hur det första steget är taget mot målet att även utnyttja kromens rent mekaniska egenskaper. Succén med dessa tryckplåtar var i själva verket att man lyckats åstadkomma ett hårdkromskikt, även om inte uttrycket var präglat då, som skyddade tryckplåtarna mot det stora slitaget som pappersbanan utövar.
Den som ledde in förkromningstekniken med hårdkrom som uppsatt mål var engelsmannen
R.J. Fletcher som hade börjat experimentera med hårdkrom 1920. Fletcher som hade arbetat med tekniska utfällningar av järn och nickel under första världskriget och grundade 1920 The Fletcher Elektro Salvage Co. Ltd för att exploatera hårdkromsförfarandets teknik och han inriktade från början sitt företags arbete på maskinindustrin. Omkring 1924 lyckades han framställa hårdkromskikt som fyllde dåtidens krav och företaget gick snabbt framåt. Vid ungefär samma tidpunkt ändrades företagets namn till Fescol Ltd vilket blev det ledande företaget på sin tid på förkromning i England.
Utvecklingen har inom förkromningstekniken gått framåt och många modifieringar av den Sargentska lösningen har sett dagens ljus, men faktum är att ljust hårdförkromning fortfarande till allra största del sker med i stort samma sammansättningar på lösningen som Sargent rekommenderade. Däremot har givetvis utrustningar, energikällor och kontrollmetoderna utvecklas oerhört mycket sedan den dag Sargent uppställde sina teorier om hårdkrom.
Krombad
Krom -6 oxid eller kromsyra, den benämns även kromsyra hybrid därför den bildar en hypotetisk syra med vatten , som dock inte kan erhållas i vatten fritt tillstånd "fast tillstånd"
CrO3 +H2Ot H2 Cr O4
Kromsyra bildar lättlösliga kromater med alkaliehydroxider Neutrala är t,ex kaliumkromat,
K2 Cr O4 är gula. Sura är dikromater, t,ex natriumdikromat Na2 Cr2 O7 är röda. Med undantag av alkalisalterna är de neutrala kromaterna i allmänhet svårlösliga i vatten, men lösliga i starka syror.
Den 6-värda krom motsvarande kromsyran H2 Cr O4 har inte kunnat isoleras i själva badberedningen vad som kallas kromsyra är egentligen kromtrioxid eller krom-6-oxid, Cr O3. I neutrala och alkaliska vattenlösningar dominerar kromat och vätekromatjonen, Cr O4 -2 resp H Cr O-4 .
Ur dessa lösningar kristalliseras t,ex gult natriumkromat Na2 Cr O4. Likaledes gult är det den mycket svårlösliga blykromaten Pb Cr O4 som bildas på blyanoden som är nedsänkta i bad som ej är i drift. I sura lösningar omvandlas kromatjonen till dikromatjon Cr2 O-27. Man kan skriva formeln så här.
2Cr O-24 +2H+t Cr2 O-27 +H2O.
I krombadet är det dikromatjonen som är huvudkomponenten även om man utrycker halten
Cr O3 eller gr Cr6+ per liter. Vid reduktion från oxidationstalet +6 till oxidationstalet 0. I utfälld krom metall passeras nivåerna +3 och +2. Normalt har badet en viss halt Cr+3 då ca 3-5 gr/l medan CrO3 är mellan 250-300 g/l. Tvåvärd krom Cr+2 kan erhållas genom reduktionen av
Cr Cl3 "kromklorid" lösning med zink utan luft tillträde Cr+2 kan dock spela en stor roll som mellan produkt vid den katodiska kromutfällningen, men förekommer inte med påvisbar halt i badets huvud volym. Trevärd krom- grön krom -( 3)-oxid -Cr O3 olöslig i vatten.
Viktiga föreningar med saltkaraktär är följande: klorsulfat Cr2 ( So4 )3 x 12 H2O, Kromalun,
K Cr ( So 4)2 x 12 H2 O. Även vatten löslig kromklorid Cr Cl3 x 6 H2O förekommer.
Katodiska förloppet
I katodfilmen ingår både 6-värd krom och 3-värd krom. I en ren och fri från främmande joner vattenlösning av Cr O3 . Bildas en film "katodfilm" varefter reaktionen avstannar. Det beror på att krom-3-värd-kromat är praktisk olöslig i ren kromsyra. I ett bad innehållande katalysator jonen So-24 resp F-, är krom-3-värd-kromat löslig. Katodfilmen möjliggör fortsatt diffusion av Cr2O-27 in i filmen (dikromatfilmen ) under det att en fortsatt bildning av krom-3-värd-kromat och reduktionen Cr+3t Cr+2 , och Cr+2tCr in i kontakt ytans film / substrat.
Det man kallar 6-värd krom och 3-värd krom så är det endast den 6-värda kromen som via mellanstegen 3-värd till 2-värd direkt byggs in i skikten, anrikningen av 3-värda krom tillåts dock till en viss gräns då Cr+3 -halten kan ha en positiv effekt på badets makrospridning förmåga.
Ungefär 10 % av den totala mängd ström som man använder sig av som genererar den första reaktionen vilket den tre värda krom jonen utfälls i lösningen, den resterande strömmen går åt till att utveckla vätgas, då beroende på vilken typ av krom bad man använder sig av.
Anod förloppet
Vid anoderna bildas först en brun blydioxid på ytan, därefter utvecklas syrgas dessutom sker det där en återoxidation av tre-värd krom till sex-värd krom.
Vid en liten anod yta och med en hög anodströmtäthet blir återoxidationens strömutbyte lågt, vilket ger en ökning av Cr+3. En stor anodyta så blir återoxidationen effektiv alltså en lägre halt av Cr+3.
I badet komplexbinder den tre-värda en del av sulfatjonen.
Vid kromoxidationen frigörs sulfatjonen och ställs åter till förfogande för katalysator funktionen.
Den bruna blydioxiden på anoderna är väsentligt för kromoxidationen.
Använder man istället ädelmetall till anoder t,ex platina så sker det där syrgasutveckling som vid blyanoderna men det sker ingen återoxidation av krom där. Om inte blydioxiden täcker anod ytan bildas det där istället en gul hinna av blykromat som är en dålig ledare för ström man återspegla förloppet enligt följande.
Cr O3 + H2O t H2 Cr O4
Kromtrioxid sex-värdkrom
2 Cr O-24 +2Ht Cr2 O-2 7 = Gäller sur lösning
sex-värdkrom dikromatjon
Cr O3 komplexbinder sulfatjonen men frigörs vid återoxidationen, tre-värdkrom.
Katalysatorn underlättar metall utfällningen.
Blydioxid = Pb O2
Blykromat = Pb Cr O4
Bad kemi
Kromsyran skall bibehållas vid ett fastlagt värde. Rutinkontroll kan göras med en aerometer, vid ett bad med en låg metallhalt, annars är att rekommendera en analys i ett laboratorium att föredra.
Då man kan få fel värde vid provet, då metall föroreningar i badet kan störa när man mäter bad tyngden.
Vid stora tillsatser av kromsyra måste man ta hänsyn till förhållande kromsyra -sulfathalt.
Valet av kromsyra koncentrationer måste baseras på individuella bedömningar enligt följande vägledning.
De koncentrerade baden har en större ledningsförmåga varigenom en lägre spänning erfordras.
Det är även mera tolerant mot indrag av föroreningar och variationer i driftförhållandet.
Svavelsyra och förhållandet kromsyra - svavelsyra
Hög sulfathalt -( lågt förhållande) resulterar i minskad täckningsförmåga.
Och ökad tolerans mot hög ström (mindre risk för bränning). Ger lättare upphov till macro sprickor kromskiktet.
Låg sulfathalt- ( högt förhållande) resulterar i ökad täckning men ökar risken för bränning. Genom att ha en lågsulfat halt mot CrO3 så eliminerar man risken att kromskiktet erhåller macrosprickor.
Sulfat koncentrationen ökas med svavelsyra och minskas med bariumkarbonat. Upprepade korrigeringar för en hög sulfat indikerar på indrag av sulfat från nickel bad eller en dekapering. Förhållandet 200:1 rekommenderas av egen erfarenhet visar ett förhållande som ger det bästa resultatet i allmänhet 175:1-200:1
För att höja sulphaten 0,1 gr/l erfordras 0,055 ml/l svavelsyra. För att sänka sulphaten 0,1gr/l erfordras 0,2gr/l bariumkarbonat eller 0,32 g/l bariumhydroxid kristalliserad.
Temperatur
Temperaturen skall bibehållas inom angivna gränser, badet bör förses med automatisk temperaturreglering, för att fastlägga en jämn temperatur i hela badets volym så kan man förse badet med en svag luftagitation eller mekaniskagitation. Arbetar man med en för låg temperatur ökas risken för bränningar och kräver en minskning av strömtätheten. Har man en för hög temperatur så minskar man täckförmågan. Normala värden är mellan 43-60°C , det kan skilja mellan olika bad lösningar och leverantörer eller mellan hårdkrom bad och glanskrom bad, men temperaturen rör sig inom dessa gränser.
Strömtäthet
Blanka klara kromskikt erhålls över ett mycket brett strömtäthetsområde. Den praktiska användbara strömtätheten är beroende av geometrin på detaljen man skall förkroma. Vanligen arbetar man med 15-20 A/dm² vid glansförkromning, man bör använda sig av en hög strömtäthet som möjligt utan att riskera bränningar. När man arbetar med ett hårdförkromnings bad så använder man sig av en strömtäthet på 30-60 A/dm². I de flesta fall av glansförkromning så är en tid i badet ca 1-4 minuter tillräcklig. Vid normala drift förhållanden erhålls ett skikt av krom på 0,125 µm per minut vid 15 A/dm².
Felsökning
Ett krombad på 1000 liter ändrar sig inte över en natt, om inte en stor tillsatts av kemikalier har gjorts. Krom problem är nästan aldrig beroende på plötsliga förändringar av badlösningen.
Förändringar sker över en längre tid, om inte indrag eller utdrag är mycket stora. Jag skulle säga att om det inte är ett problem man har dragits med länge så gäller den viktigaste regeln att återställa alla parametrar till det ursprungliga som badet har tidigare haft. Förebygg fel genom täta analyser, notera ström och spänning för de detaljer som är återkommande. Att använda sig av rena sköljar rena fixturer och att man sköljer tillräckligt efter förnicklingen, många krom problem uppstår redan vid förnicklings badet, genom att fel koncentrationer på additiv.
Underhåll och felsökning
(dekorativa & hårdkrombad)
|
Temperatur |
Kontrollera med termometer automatiska instrument kan visa fel. Är temperaturen för hög då får man minskad spridning, täckförmåga. Men tål högre strömtätheter. Är den För låg ger det ökad spridning och täckförmåga. Men bränner lättare. |
|
Kromsyra |
Om möjligheten till analys saknas kontrollera densiteten, avläs kromsyre halten i tabell. Hög kromsyre halt är bättre om man har höga metall föroreningar i badet, man får högre ledningsförmåga i badet, varigenom en lägre spänning erfordras. En låg halt ger mindre problem vid avgiftning. |
|
Svavelsyra |
Det är sällan en tillsatts av svavelsyra behöver göras. Vanligare med för höga indrag. |
|
Anoderna |
God kontakt, kontrollera gas utvecklingen, att anoderna är raka de har tendens att böja sig i badet vid den nedre änden. |
|
Tank botten |
Fiska upp tappade detaljer och avbrända anoder, detta kan ge upphov till kortslutning eller bipolaritet. |
|
Omrörning |
I kalla lokaler kan badet skikta sig så att man har en kallare zon mot botten. En svag kontinuerlig omrörning med luft kan avhjälpa problemet. |
|
Låg sulfat halt Högt förhållande |
Ökad täckning, lättare för bränning. Tillsätt svavelsyra för att öka sulfathalten. |
|
Hög sulfat halt Lågt förhållande |
Minskad täckning, mindre risk för bränning vid höga strömtätheter. Tillsätt bariumkarbonat för att minska sulfathalten |
|
Tre-värd krom |
Hög halt ger dålig spridning och täckning. Men en låg halt ger missfärgning på lågström. |
Fel och botemedel
(dekorative krombad)
|
Dålig spridning och täckförmåga i badet. Kan orsakas av: |
Botemedel: | |
|
Hög temperatur. |
Sänk temperaturen till 43-46°C. | |
|
Låg kromsyre halt. |
Justera till normala värden eller efter hullcell. | |
|
Lågt förhållande CrO3-H2SO4. |
Justera med bariumkarbonat. | |
|
Hög halt metallföroreningar. |
Höj kromsyre halten | |
|
Hög halt glansbildare i nickelbadet |
Minska tillsatser i nickelbadet och filtrera med aktivtkol. | |
|
Cu eller Zn i nickelbadet. |
Selektiv rengöring med en driv plåt på låg ström i nickelbadet. | |
|
För stor charge |
Minska charge storleken. | |
|
Fördröjning mellan nickelbadet och krombadet. |
Kontrollera tiden i mellan baden/ programmet. | |
|
|
|
|
Bränningar vid hög ström:
|
Låg temperatur. |
Justera |
|
För hög strömtäthet |
Reducera |
|
Låg kromsyrehalt. |
Justera till normala värden eller efter hullcell. |
|
Högt förhållande CrO3-H2SO4 |
Justera med svavelsyra. |
|
Strömmen drags på för snabbt upp. |
Låt detaljen komma upp i bad temperatur. |
Passivitet vita fläckar:
|
Vätmedel från avfettning eller nickelbad. |
Kolla sköljarna eller förbättra sköljningen. |
|
Hög halt organiska föroreningar. |
Kommer oftast från sköljar eller nickelbadet. |
|
För hög halt glansbildare i nickelbadet. |
Filtrera nickelbadet med aktivt kol. |
|
Förorenad sparskölj efter nickelbadet . |
Byt och rengör den. |
|
Högt Ph- värde. |
Justera |
|
Olja på ytan i någon skölj. |
Byt. |
Metallföroreningar, Klorider
Koppar, zink och nickel mer än 10gr/l. Minskar ledningsförmågan och ger en mindre användbar strömtäthet samt att det uppstår bränningar lättare. Man kan då igenom att höja kromsyrehalten få en högre tolerans mot metallföroreningar.
Klorider 30-50 mg eller mer ger en minskning av täckning, det etsar på lågström vilket ger lättare risk för snabbare uppbyggnad av metallföroreningar.
För att avlägsna klorider så kan följande metoder användas.
1. Pinne på katodskenan och en högström under en dag, men temperaturen ökar i badet. Med gasutvecklingen utvecklas klorgas därigenom reduceras kloriderna och även 3-värt oxideras till 6-värt krom vid anoden.
2. Silveroxid, sprid över hela badytan under kraftig omrörning under en längre tid, men låt det inte
sjunka till botten. Då försämras effekten av avlägsnandet av kloriderna.
Kromskiktets fysikaliska egenskaper
Man kan säga att krombadets förmåga att arbeta in i fördjupningar, eller dess spridnings förmåga är sämre än de flesta andra galvaniska bad och växlar dessutom betydligt med förändringar i badtemperatur, strömtäthet, koncentration och bad sammansättningar enligt följande.
1. Spridningsförmågan blir sämre vid högre temperatur.
2. Vid högre strömtäthet förbättras spridningsförmågan i viss grad.
3. Med både höjning av temp- och strömtäthet blir spridningsförmågan bättre här kommer det intervall inom en blank utfällning kan äga rum, vilket är större vid högre temperaturer.
4. Vid en viss fastlagd strömtäthet är spridningsförmågan i allmänhet bättre vid lägre badkoncentrationer.
5. En allt för hög halt av kromoxid, järnoxid och andra metallers oxider inverkar dåligt på spridningsförmågan och minskar området för en blank kromutfällning.
6. Spridningsförmågan är bättre på högblank polerade ytor än på matta. Spridningsförmågan är mycket dåligt på sand blästrade ytor. (Ytan blir uppförstorad)
Ett vanligt fel vid ett nickelbad som kan ge upphov till störningar i ett krombad som många inte tänker på. Det vanligaste är att inte nickelskiktet är tillräckligt aktivt för att beläggas med ett kromskikt, utan det blir passivt redan i nickelbadet, vilket kan bero på att man har två varuskenor i nickelbadet med anoder i mellan godset. Om nu dessa skenor matas med ström från samma likriktare så tenderar skiktet att passiveras om man inte sänker strömmen innan man lyfter godset från en av skenorna, det brukar vara tillräckligt att sänka strömmen till 1,5-2,5 V. Det som händer är att strömmen som träffar den delvis upplyfta varustången (godset) gör att detaljerna verkar som en bipolär anod vid ögonblicket det lämnar bad ytan.
Ett fel som jag själv varit med om är att kromskiktet liknade ett bränt eller som det var passivt, men det var ingen som helst system var på varuskenan det kunde varit fel. Samt att skenorna som var felaktiga kom oregelbundet och att vid olika strömtätheter. Det var inget som helst mönster chargen som kunde visa mig var felet var efter som nästa skena blev bra men inte den andra men strömmen var densamma. Felet berodde på att inte likriktaren inte gav likström på vid alla olika strömstyrkorna utan de ändrade sig efter olika mönster. Men om man tittade på gasningen så såg man detta tydligt att inte det stod rätt till med likriktaren, det var så jag upptäckte felet och med hjälp av en elektriker så var felet tillrättat, så enkelt var det.
Om man vill aktivera ett passivt kromskikt så kan man hänga detaljerna strömlöst i krombadet ett tag eller aktivera under kromets utfällnings potential 0,52 volt eller att använda sig av en strömtäthet på 2 A / dm².
Anoderna i krombadet
Krombadets anoder består vanligtvis av bly och med 5% tenn legering. Undantagsvis är vid invändigt förkromning av rör eller komplicerade utformade detaljer, där det skall vara mycket släta skikt, där används platina elektroder eller att man förnicklar en järn stång som då kan i undantagsvis fungera som en hjälp anod. Blyanoden har den egenskapen att den upplöses lite vid förkromning.
Anoden storlek skall vara 2ggr större än katod ytan, men mindre än katodytans längd ca någon cm i båda änderna och den skall kunna transportera 32-48 A/dm² utan att anoden polariseras.
På anoden i ett krombad anbringas det blyoxid som är mycket svårlösligt och leder ström mycket dåligt. Vilket kan ge dåliga inslag eller ingen utfällning alls. I normala fall skall blyoxiden sitta så löst att det faller av efter hand. Om inte denna oxid faller av så byggs det upp ett lager av blykromat som är en dålig strömledare vilket gör att strömmen fördelas mycket ojämnt i badet eller ingen ström kommer till alls i badet.
Man kan se om en anod är i arbete genom att studera färgen på anoden , om den är brunsvart så är den i arbete och deltager i processen, om den istället skulle vara gul färgad så är den inaktiv och deltager inte i processen. Detta kan ge följande senarium att ström som går in i anoden men kommer inte ut badet med hjälp av hela anoden, strömmen pressas istället nedåt med en hög fart effekt.
Vilket resulterar i brända skikt på nedre delen av chargen och dåliga inslag upptill.
Även det att temperaturen stiger i badet efter som strömmen blir koncentrerad i spetsen på anoden, speciellt om det gäller ett fåtal av anoderna. Innan anoderna hängs i badet så skall de vässas, alltså nedhängas med ström på för att inte blykromaten skall bildas på anoden.
För att rengöra anoderna används 100 gr/l natriumhydroxid, 100gr/l Rochellsalt, 100 liter vatten.
Förfarandet vid hårdförkromning
Som vid vanlig förkromning måste man ha en ren yta och fri från oxider för att erhålla ett fullgott skikt. Jag kommer här att ta upp hur man aktiverar en yta av olika metallegeringar samt hur man maskerar och arbetar med strömtjuvar. I de flesta fall så gör man själva aktiveringen i krombadet då man har en kraftig oxiderande badlösning, Men jag föredrar att aktivera I separata aktiverings bad då det ger ett mycket bättre resultat. Det man skall tänka på vid upphängning av detaljen är att kan vätgasen avlägsnas från gods ytan utan det blir vätgas fickor och porer I skiktet samt att om man måste arbeta med hjälp anoder. Man skall försöka att ha ett avstånd mellan anod och katod mellan 2,0-2,5 cm vid invändig plätering resp. 10 cm utvändigt plätering och tänka på att anodförhållande skall vara dubbelt så stor som katod ytan vid utvändiga körningar.
Det man måste tänka på vid upphängningen och fixering med verktyget är att det är rätt dimensionerat för den yta som skall pläteras ( Verktyget kan tillhandahålla den ström som behövs) samt att det orkar bära detaljen.
Som maskerings material används olika tejper och maskeringsfärger. Tejper man använder sig av består oftast av bly och vinyl tejper. Den som är mest användbar är blytejp som även tjänstgör som strömtjuv för att förhindra utväxter samt att göra en snygg avslutning på detaljerna.
Strömtjuvar skall stå i elektrisk kontakt med detalj fixturen, dessa strömtjuvar minskar då risken för bränningar på hörn och avslutningar, vid användning av bly tejp så måste man ta hänsyn till att ingår i ytan och därmed kalkylera med strömmen också för detta. Man använder sig ofta även av vax för att maskera ytorna oftast då i en kombination med blytejp. Det går till så här att man doppar godset i den smälta vaxlösningen tills detaljen har uppnått vaxbadets temperatur och får svalna tills den blivit "handvarm", sedan görs det ca 2-3 upprepningar i vaxbadet.
Före vaxningen behandlas de ytor som skall förkromas genom maskering med tejp eller pensling med en blandning av glycerin och krita för att underlätta vax bortagning för de ytor som skall förkromas.
När man använder sig av blytejp så viker man den för att på så sätt få en elektrisk ledande förlängning av ytan som skall pläteras. Man kan även använda sig utav en metall folie för att göra avskärmar och krympslang.
När man använder hjälpanod av bly så skall man tänka på att bly är en dålig strömledare och kan transportera mellan 30-47A/dm². Vid högre strömtätheter så blir anoden passiv och slutar att verka, därför kan det vara bättre vid små diametrar att använda sig av andra material som hjälpanod vid en inner diameter så blir resultatet mycket bättre om man använder en förnicklad järnstång, silver, bly pläterad koppar material eller det dyrare alternativet en platina stång.
En hjälpanods storlek bör vara av en 1/3-7/8 del av den yta som skall pläteras vid invändigt förkromning av en diameter med ett avstånd till katoden på 2,0-2,5 cm den skall inte uppta hela diameterns längd utan sluta lite före detaljens ändar. När man gör en förkromning I en inner diameter skall man tänka på det att temperaturen stiger och att elektrolyten förbrukas, samt att det byggs upp 3-värd krom , redan vid halter på 3,1g/l så sänks utbytet i badet därför är det viktigt att ha någon form av badrörelse eller rund pumpning, detta får man räkna ut genom att kolla hur mycket gram krom det behövs för att plätera denna diameter till önskad tjocklek.
Avfettning och aktivering
Då krombadet är mycket starkt oxiderande samt att det sker en stark vätgas utveckling vid katoden, gör att det har en rengörande effekt på detaljerna som hängs ned i badet. Detta betyder inte att man kan hänga ned detaljer som är smutsiga. Utan man skall avfetta och beta som vid alla andra ytbehandlingar, förutom att aktiveringen är mycket viktigt för att erhålla en bra förkromnings resultat.
För att se vilken aktivering som är mest lämplig för olika material så finns det en tabell längre ned som talar om hur och i vilken badlösning som är att rekommendera. Aktiveringen eller etsningen kan då utföras i själva badet eller I ett separat bad, det senare anser jag själv ger ett bättre aktiverings resultat.
Men ibland så kan man inte göra denna etsning i separata kar, utan man använder sig av krombadet vilket ger oftast ett tillräckligt bra resultat. När man etsar i krombadet så kör man baklänges i badet med en strömtäthet på 30-40A/dm² i ca 2-5 minuter.
Etsningen är tillräcklig då man kan se en svag jämn ned mattning av ytan. När man har kontrollerat ytan så ges ännu en kort etsning före den egentliga förkromningen. När man gör denna etsning i badet så anrikas badet på järn vilket man bör kontrollera att det inte stiger till halter som kan störa processen. Ett Heef bad så kan man inte göra denna etsning då det inte oxiderar material, utan man måste utföra etsningen separat. Om inte etsningen är rätt utförd så får man ett skikt som är grov kristallint med en dålig vidhäftning och att den kan vara ojämn.
OBS Material som koppar, brons, mässing och aluminium skall inte etsas före.
Förkromningen
Efter man har rengjort och aktiverat ytan, så kommer man till själva förkromningen den går till enligt följande att man låter detaljen intaga badets temperatur innan man aktiverar den på en låg ström 2 A/dm² här får man en ytterligare reducering av oxider, det är tillräckligt med en tid på 2-5 min innan man höjer strömmen sakta till den rätta strömtäthet man önskar. Olika krombad och olika material arbetar bäst med olika strömtätheter vilket jag kommer att visa längre fram, men oftast brukar man arbeta med en strömtäthet på 30-50 A/dm², men det går bra att ha en lägre strömtäthet på 30 A/dm². Det är tiden som i de flesta fall som avgör vid vilken strömtäthet man vill arbeta med och anod arrangemanget.
Strömtätheten har även en betydelse för hårdheten samt sprickbildningen man erhåller vid förkromningen. De olika badtyperna har också en avgörande effekt på sprickbildningen samt vid vilken strömtäthet som rekommenderas. Heef badet har jag provat att köra med en strömtäthet på 70 A/dm² med ett mycket gott resultat.
Normal hårdförkromnings gång
1. Alkalisk grov avfettning.
2. Skölj.
3. Betning vid behov.
4. Skölj.
5. Neutralisering.
6. Skölj.
7. Torkning.
8. Vaxning /Maskering.
9. Avfettning anodisk avslut.
10.Sköljning.
11.Aktivering/etsning anodisk .
12.Förkromning 2 A/dm² under 5 minuteru 35-50 A/dm² etapp vis med en långsam höjning av strömmen.
Denna här metoden kan kanske vara lite överdriven men med min erfarenhet av hårdförkromning så vet jag att det blir ett bra resultat.
Normal operationsgång
1. Avförkromning.
2. Avspänings behandling 142°C under 2 h för detaljer över 40 HRC.
3. Maskinbearbetning.
4. Kulbombning.
5. Förkromning.
6. Ev Avspänningsbehandling 142°C eller 391°C under 2 h.
7. Maskinbearbetning.
Förslag till operationsgång
1. Avförkromning ( hårdhetskontrolll ).
2. Avspännings behandling 142°C under 2 h
3. Maskinbearbetning.
4. Avspänningsbehandling 142°C under 2 h.
5. Kulbombning.
6. Avspänningsbehandling 142°C under 2 h.
7. Makinbearbetning.
8. Avspänningsbehandling 142°C eller 191°C under 2 h.
Aktiverings bad
Material Badlösning Strömtäthet
|
Järn. |
Svavelsyra-Flourid. |
|
6,5 A/dm² anodisk. |
|
Rostfritt. |
Salpetersyra-Flourid. |
|
6,2 A/dm² anodisk. |
|
Nickel leg. |
Saltsyra-Järnklorid Salpetersyra. |
|
Strömlös. |
|
Gjutjärn. |
Svavelsyra-Fluorid. |
|
4-5 A/dm² anodisk. |
|
Kopparlegering. |
Saltsyra. |
|
Strömlös. |
Det finns många fler alternativ för att aktivera olika material vilket kommer att beskrivas under ett kapitel som kommer att handla enbart om olika aktiveringar.
Varför hårdförkromning
Den tekniska hårdförkromningen ger ett mycket högt hårdhets skydd för t,ex lager tappar, valsar etc.( Hv= 800-1100 kg/mm² ). De elektrolytiska utfällda kromen har också ett lågt friktionskoeficient, varför hårdförkromningen har fått ett mycket stort användnings område. Man utnyttjar då inte bara de nyss nämnda egenskaperna hos ett kromskikt, utan även att hårdkrom ger ett utmärkt korrosionskydd både mot atsmosfäriska och termisk korrosion, även mot många organiska och oorganiska kemikalier, vilket kan förbättras med en passivering i salpetersyra detta ger ett så gott resultat så att inte ens saltsyra kan upplösa krom utan man måste aktivera med aluminium i syran för att starta upplösningen, så att krom löser sig i syran.
Krom hybrid Cr H+ har en hexagonal struktur som är mycket spröd och hård. Cr H+ avger efter hand väte vilket medför volym minskning och uppkomst av ett sprick mönster, vilket skiljer sig från de olika krom processerna. Hårdheten hos ett utfälltskikt beror främst av temperatur och strömtäthet samt badtyp. Med ett krombad med 250g/l krom och 2,5g/l svavelsyra vid en strömtäthet av 60 A/dm² vid 45oC erhålls ett skikt med en hårdhet av 1000 Hv hårdheten sjunker om man använder en högre eller lägre A/dm² med ca 120 Hv.
I den praktiska galvaniska spänningskedjan är krom ädlare än järn. I de korrosionceller som uppstår i fuktig miljö vid sprickor och porer i skiktet blir därför järnet lösningspol.
Vilket kan skrivas så här.
Anodreaktion = Fe® Fe2++2e-.
Katodreaktionen = 1/2 O2 +H2O +2e- ® 2 OH
Summa reaktionen = Fe + ½ O2 + H2O ® Fe2+ + 2 OH-
Skikt egenskaper
Hårdhet i skiktet är 800-1100 Hv: Men man kan erhålla hårdheter över detta beroende på elektrolyt. Hårdheten sjunker om kromskiktet används vid hög temperatur vid industriell användning.
Duktilitet: Kromskikt är spröda, den töjning som skiktet kan utsättas för utan att sprickor uppkommer är noll.
Innrespänningar: Det är mycket höga Innrespänningar i hårdkromskikt, dessa gör att tjocka skikt endast undantagsvis kan vara fria från sprickor.
Friktionsegenskaper: Mot stål är låg, redovisande värden är 0,15-0,20.
Korrosionegenskaper: Kromskiktet i sig själv är mycket korrosions resistent i många miljöer. På ytan av skiktet bildas det ett tunt passiverande kromoxidskikt, vid en förhöjd temperatur omkring 500-
600 oC undgår skiktet ytterligare oxidation. Sprick mönstret i kromskiktet gör att det inte ger ett tillräckligt skydd i tuffare miljöer. För marina applikationer ger även tjocka skikt bristfällig korrosionskydd.
Slitage: Hårdförkromning ger ett utmärkt skydd mot både abrasivt och adhesivt slitage. Av de elektrolytiska och kemiska metoderna är det endast vissa variationer av kemisk förnickling och kompositbeläggningar som ger jämförbara egenskaper.
Vad händer med skiktet
När krom utfälls och skiktet växer ökar den inbyggda spänningen tills skiktet draghållfasthet överskrids och skiktet spricker. Den upprepade processen leder till ett sprick mönster med en spricktäthet, som beror på badtypen-strömtätheten. Vid en given elektrolyt varierar spricktätheten med strömtätheten. En detalj med komplicerad geometri varierar strömtätheten mycket och då även spricktätheten.
Konventionella sulfatbad ger grova spricknätverk med 1-20/cm. Fluoridhaltiga bad ger mikrospruckna skikt med 300-800/cm. Mikrospruckna kromskikt ger bättre korrosionskydd vilket beror på att den fria anodytan är sammanlagd mycket större. Den anodiska korrosionströmtätheten är väsentligt lägre än i makrospruckna.
Hårdförkromnings varianter
Sulfat: Sulfatjon som katalysator, skikten har få men relativt stora sprickor, grundmaterialet etsas inte så lätt.
Blandkatalysator bad: Sulfatjonen är inte ensam som katalysator, även T.ex. fluorider är närvarande, hårdare skikt med tätare sprickmönster. Strömutbytet är bättre, vilket ger högre produktions takt. Etsning av grundmaterialet kan förekomma i områden på låg strömtäthet.
SRHS bad (själv reglerande ): Arbetar med ett överskott av katalysatorer. Komponenternas löslighet är lika med de önskade koncentrationerna det ger själv reglerande blandkatalysator bad.
Mikrosprucket krom: Kromskikt från sulfat bad, har en spricktäthet på 1-20 per cm. Ett mikrosprucket kromskikt har 300-800 sprickor per cm. De flesta blandkatalysator bad ger mikrospruckna skikt. Korrosion egenskaperna anses bättre för ett mikrosprucket kromskikt.
Porös förkromning: Ett kromskikt väts mycket dålig av olja eller andra smörjmedel. En förkromad yta kan inte hålla en smörjande oljefilm. Genom att förstora dessa sprickor som normalt förekommer i ett kromskikt ökas förmågan att hålla kvar oljan på ytan. Genom att ex, alkalisk etsning kan ett porösare kromskikt erhållas det kan även utföras i krombadet efter slipning etsas med 35 A / dm² under 20 sek.
Hetkrom: Högre bad temperatur än vid normala förhållanden. Ofta används en elektrolyt med högre kromsyra till katalysatorförhållandet. Processen ger mjukare , mer duktilt med mycket få sprickor. Det har också ett bättre korrosionskydd än mikrospruckna kromskikt.
Kall krom: Sprick fria eller i det närmaste sprick fria skikt. Bad temperaturen är under 30oC. Lägre hårdhet än vid en vanlig förkromning den är ca 700 Hv, men ett bättre korrosionskydd erhålls.
Dubbelkrom: kombination av olika typer av förkromning vanligtvis läggs först ett hetkromskikt, detta skikt är tunt ofta runt 10µ. Ovan på läggs ett slitstarkt kromskikt.
Nickel-hårdkrom: Förta skiktet består av nickel och där på läggs ett hårdkrom skikt, detta är vanligare i Sverige än att lägga dubbel krom. Skiktet ger ett bra korrosionskydd.
Omvandlings tabell °Be' till g/l kromsyra
|
Bhome' |
g/l CrO3 |
Bhome' |
G/l CrO3 |
Bhome' |
G/l Cro 3 |
|
15,0 |
165 |
20,0 |
230 |
250 |
300 |
|
15,5 |
172 |
20,5 |
236 |
25,5 |
307 |
|
16,0 |
178 |
21,0 |
243 |
26,0 |
314 |
|
16,5 |
184 |
21,5 |
250 |
26,5 |
322 |
|
17,0 |
191 |
22,0 |
257 |
27,0 |
330 |
|
17,5 |
197 |
22,5 |
263 |
27,5 |
338 |
|
18,0 |
204 |
23,0 |
270 |
28,0 |
345 |
|
18,5 |
211 |
23,5 |
278 |
28,5 |
354 |
|
19,0 |
218 |
24,0 |
287 |
29,0 |
362 |
|
19,5 |
224 |
24,5 |
293 |
29,5 |
369 |
För höjning av sulfathalten 0,1 g/l erfordras 0,055 ml/l svavelsyra.
För sänkning av sulphaten 0,1 g/l erfordras 0,2 g/l bariumkarbonat eller 0,32 g/l bariumhydroxid kristalliserad.
Metallföroreningar i krom bad
- 10 g/l Cr O3+ så måste strömmen höjas för att erhålla rätt strömtäthet, man får även en reduktion av Hv med 40-60 Hv.
- 10 g/l Fe 2g/l Cu eller Cr O3+ ger en försämring av Hv.
- Cr O3 och Fe förbättrar makrospridningen.
- 10 g/l Fe 2g/l Cu ger inga synliga defekter men sänker utfällnings hastigheten.
- Redan halter på 5,6 g/l föroreningar höjer volten från 6 V till 7,5 V 1000 A vid ett nysatt bad.
- Cr O3 kan ge upphov till tråd liknade (treeing) skikt på högströms områdena vid höga halter.
- Rå skrovlig yta kan bero på högström eller lågt förhållande CrO3 -H2So4 .
Hög halt CrO3 Hög halt Fe Hög halt Cu
|
Ökad resitans |
Ökad resitans |
Ökad resitans |
|
Minskad effektivitet |
Sämre vidhäftning |
Ökad risk för bränningar |
|
Risk för bränningar |
Risk för bränningar |
Råa och gropiga skikt |
|
Råa och gropiga skikt |
Råa gropiga skikt |
Minskad täck förmåga |
|
Minskad täckförmåga |
Reduktion av katalysatorn effektivitet p.g.a. komplexbildning. |
Sämre vidhäftning |
|
Sämre vidhäftning |
Begränsningar I glansområdet |
Begränsningar I glans området |
|
Sprödare skikt |
|
|
- Hv minskar med ökad bad temperatur.
- Hv ökar med högre strömtäthet.
- Hög temperatur 60 0C 15 A/dm² ger matta och mjuka skikt.
- Sprickorna minskar med högre bad temperatur.
- Luft omrörning gynnar sprickbildning och ger bättre korrosionskydd.
- Vid höga halter föroreningar så sjunker strömmen så att den inte kan kompenseras med driftspänningen.
Felsöknings tabell
|
Grov sträv yta. |
Hög halt tre-värd krom Dålig för bearbetning Överdriven etsning Hög Ampere Magnetiska partiklar Hög eller lågt förhållande H2So4 - CrO3 |
|
Ojämnt krom skikt. |
Hög eller låg temperatur Dålig fixering av fixturen För lång anod längd Fel förhållande anod-katod |
|
Dålig vidhäftning. |
Dålig rengöring Otillräcklig etsning Växlingar i strömmen (rippel) |
|
Brända krom skikt. |
Indrag av järn i badet vilket reducerar katalysatorn Dålig fixering av fixturen Förbättra anod-katod förhållandet Kontrollera bad nivån Kontrollera anodens längd Oproportionerliga brännskydd Hög eller låg temperatur Låg koncentration i badet Högt strömtäthet Föroreningar |
|
Ej blanka krom skikt. |
Indrag av järn föroreningar i badet vilket reducerar katalysatorn Dålig förbearbetning Överdriven etsning Hög eller låg temperatur Hög eller låg koncentration Hög eller lågt strömtäthet Högt förhållande |
|
Minskad hårdhet i skiktet. |
Järn föroreningar i badet reducerar katalysatorn Hög eller låg temperatur Hög eller låg koncentration Högt förhållande Otillräckligt skikt tjocklek |
|
Pittings. |
Dåligt bas material och dåligt bearbetat gods Bristfällig rengöring Fel katalysator koncentration Brist på vätmedel |
|
Inget kromskikt. |
Fel på likriktaren Dålig elektrisk kontakt. Fel på katalysator koncentrationen Anoderna saknas i badet. Inaktiva anoder i badet |
Felsökningar i hårdkrombaden
Jag kommer här att ta upp några viktiga punkter när det gäller hårdförkromningen och dess fel som kan tänkas uppstå för oftast är det andra saker än i badet det är fel på t,ex anod förhållandet, inaktiva anoder dåliga fixturer.
Anod-katod förhållandet
Skiktets likformighet beror mer eller mindre på förhållandet mellan anod-katod verkan i badet.
Generellt kan man säga när det gäller hårdförkromning så är att ju närmare anoden är till katoden desto mera geometrisk blir skiktet på godsytan. Vid utvändig förkromning är idealet mellan anod-katod 10 cm. För invändiga förkromningar är ideal avståndet inte mer än 2,0-2,5 cm mellan anoden och katoden.
Utan hänsyn till avståndet anod-katod så sker det vid för lång anod till förhållandet katodstorlek att skiktet blir tjockare i botten och tunnast vid centrum av katoden samt tjockare vid toppen vilket kan beskrivas som ett "hundben". Detta sker även om anoden och katoden är av samma längd.
Anodens längd
Längden på anoden skall dimensioneras så att anoden är kortare än katoden. Den skall vara placerad nedanför detaljen övre ände, nedre delen av anoden skall sluta ovanför nedre änden av detaljen. Om anoden skulle vara för lång så skall nedre delen av anoden maskeras med PVC tejp eller liknande.
Inaktiva anoder
Inaktiva anoder visar sig genom dom blir överdragna av en gul bly kromat, vilket inte är nån bra ledare för strömmen. Om anoden deltar i processen så intar den en brunsvart bly peroxid.
Anod passivitet kan ske genom att badet har stått stilla över en helg eller att inte badet har drivit tillräcklig länge så att anoderna har aktiverats samt kanske med för låg strömtäthet för anoden. För invändiga diametrar så skall större anoder användas om det är möjligt, anoden skall dimensioneras så att den kan transportera den ström som skall användas till förkromningen utan den riskerar att polariseras och skikt tillväxten uteblir. Vilket sker om anoden är för klent dimensionerad
Anodens ledningsförmåga skall vara att den kan transportera 30-50 A/dm². anoderna skall heller aldrig rengöras med hjälp av stålborste, endast en hård svamp "3-M duk" eller en rot borste skall användas om det behövs: Bäst är att kemisk rengöra anoderna.
Grova-sträva skikt
Kan bero på att en allt för hög strömtäthet har används om den grova ytan visar sig på högström områdena. Det kan också vara att förhållandet CrO3-H2So4 är fel. Även tre-värd krom visar sig på högströms områdena och kan åstadkomma grova skikt och porer i skiktet, här kan man undersöka färgen på badet och se om badlösningen är mörk. Är badlösningen mörk så kan halten tre-värd krom för hög i badet. Vilket kan undvikas om man driver badet med en liten katodyta och 7-10 A under några timmar. Den tre-värda kromen kan också ses efter slipning, studerar man ytan efter slipning noga så kan man se att man har små urslipningar i olika partier i skiktet, detta syns lättare efter att man har läppat ytan. Detta beror på att den tre-värda krom utfällningen har en mindre hårdhet än vad den sex-värda har. Det kan också vara att suspenderade ämnen som flyter omkring i badet.
Dålig kontakt
Kontrollera alla anslutningar från likriktaren till badet så att de inte har oxiderat. Se också över fixturens alla infästningar. Oftast leder dåliga anslutningar till att strömmen pulserar vilket ger avskalade kromskikt.
Varför uppstår krackeleringar i skiktet
När jag menar krackeleringar i skikten så är det macro krackeleringer eller hönsnät som uppvisas i sprickbildningen. Dessa sprickor uppstår oftast efter slipning av skikten, vilket oftast beror på att man har arbetat för tufft vid slipningen. Ett krom skikt skall endast slipas med ett cut off på 2-3 my per tillfälle och detta gäller för dessa överhäng som uppstår vid förkromningen.
(Se slipning av krom skikt kap).
Dessa sprickor kan också uppstå eftersom man har belagt detaljen med ett för tjockt krom skikt.
Ett krom skikt skall sällan överstiga 400 my på något område, vanligtvis så belägger man till 250 my i skikttjocklek och bearbetar ytan till färdigt skikt på 75-150 my, beroende på vilken applikation som detaljen är tänkt för.
Även material som har en hårdhet runt 45-50 HRC så uppstår dessa sprickor om man inte utför en kul penning på dessa detaljer före (Se kulpeening AMS 2430,2431) .
Man skall därtill tänka på att vid varje bearbetnings operation så tillför man en viss stress i grundmaterialet och därför är det viktigt avlägsna dessa efter slipning eller svarvning av grundmaterialet. Vanligtvis så utför man detta i en temperatur av 142 oC under 2 timmar.
I denna temperatur så tar man inte bort de tryckspänningar som man har erhållit vid kul peening.
Med denna processgång så eliminerar man krackeleringar i detaljer med en hårdhet på över 40 HRC.
1. Avförkromning.
2. Avspänning 142 Co under 2 timmar.
3. Maskinbearbetning.
4. Avspänning 142 Co under 2 timmar.
5. Kulbombning.
6. Hårdförkromning.
7. Ev avspänning 142 Co eller 391 Co under 2 timmar.
SlipningVär det rätt hastighet, rätt skiva m.a.p hårdhet.
VärmebehandlingVvid varje moment som man berör ytan och att det kan finnas risk för dragspänningar.
kulbombning V rätt hårdhet på kulan.
FörkromningV rätt skikttjocklek, rätt förhållande, anoderna.
Har man använt rätt hastighet vid slipning. .
DragspänningarV kan avlägsnas med avspänning behandling.
TryckspänningV Rätt kulbombning.
Dragspänning V Rätt slipning.
Dragspänningarna överstiger kromets brottgräns. Med stigande hårdhet så ökar dragspänningarna i materialet. Det är svårt att hålla dessa tillbaka med hjälp av kulbombning, gäller detaljer med hårdhet över 55 HRC. Varför det kan vara viktigt att värmebehandla mellan alla steg.
Försök att på bevisa den tre-värda föroreningen
1. Prov i hårdkrom bad med omrörning :
4 V 35 A tid i krombad 24 timmar med luft omrörning i badet.
Skikt tillväxten var efter 24 timmar 24 µm i timmen.
2. Prov i hårdkrom bad utan omrörning :
4 V 35 A tid I krombad 24 timmar utan luft omrörning i badet.
Detaljen hade inte något bra skikt vilket orsaken kan vara att kromsyran blir för varm inuti röret.
Ett nytt prov skall köras under 24 timmar med temp prov inuti röret. Temperaturen var inte förändrad inuti röret utan den var densamma som I badet. Men vad vi såg var att volten var högre med ca 0,5 V än vad den var vid plätering med luft I badet. Det fanns också mera över häng på röret än vad det fanns på det första provet med luft omrörning. Resultatet kan var utav detta att det anrikar lösning inuti röret med 3-värda kromföreningar vilket är en förorening.
3. Prov i Heef med filtrering :
4 V 40 A tid i krombadet är 20 timmar med filtrering i badet.
Vi har fått en förlust på ca 10-15 % av den tillförda strömmen man får kompensera med ca 5 Ampere extra för att uppnå den strömtäthet som är önskvärd. Det var inte någon luft i badet denna gång, utan det görs ett nytt prov med luft. Detaljen hade efter pläteringen mera överhäng även vid detta prov.
4. Prov i Heef med luft agitering :
4 V 40A tid I badet 24 h med filtrering samt med luft.
Det var fortfarande en förlust med 10-15% av den tillförda strömmen. Men Volten blev densamma som den var inställd på vilket tyder på att den får kompensera för den tre-värda kromföreningen inuti röret.
Det var samma överhäng I detta försök som det tredje försöket vilket kan vara av den betydelse att Heef baden arbetar med en högre utfällning och strömtäthet.
Det som skiljer en förkromning från de övriga elektrolytiska processer är att här är all metall upplöst i badets lösning och anoderna endast fungerar som strömtilledare samt att se till att det blir en oxidering från 3-värt krom till 6-värd krom. Badet har av naturliga skäl en dåligt egenskap att leda ström pågrund av elektrolytens ledningsförmåga. Varför det är viktigt att arbeta med anodernas placering i badet under plätering för att erhålla metallutfällning där man önskar.
Även anod-katod förhållande är av vikt vid hårdförkromning för att förbättra spridningen i badet då denna är av sämre karaktär. Men med relativa enkla sätt kan man förbättra denna egenskap i krombaden. I ett krom bad har man vätgasen att ta hänsyn till som kan störa genom att ge pittings och gas strimmor på den förkromade ytan, Vid en förkromning så har man ca 20-30 % strömutbyte varför det bildas vätgas vid katoden (godsytan). Strömutbytet skiljer sig från olika typer av krombad.
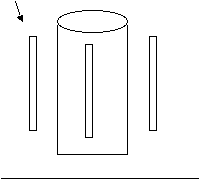
Placering av anoder vid förkromning av en rund ytterdiameter. En anod skall heller inte vara längre än vad diametern är lång. Avstånd anod –katod skall vara ca 10 cm.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||
|
|
|
|
|
| |||
|
|
|
|
|
|
| ||
|
|
|
|
|
|
|
| |
|
|
|
|
|
| |||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||
|
|
|
|
|
|
|
| |||||||
|
|
|
|
|
|
|
|
|
| |||||
|
|
|
|
|
|
|
|
|
| |||||
. Anod-katod förhållande 2:1. Anodens avstånd skall vara 6,5-10 cm till katoden.
. Ex om katodens yta är 120 dm² så skall anodens yta vara 240 dm².
. Den skall också vara kortare än katoden i båda ändar med avstånd av 5-10 cm.
|
|
|
|
|
|
Det är bra att tänka på att anodens storlek skall vara 1/3 del av katodens längd och ha ett avstånd från anod - katod av 2,0-2,5 cm vid invändigt förkromning för att på sätt få den bästa effektiviteten av denna. Om man använder sig av dessa förhållanden så kommer man att se spridningen och disbrutionen av krom till katoden kommer att förbättras.
![]()
![]()
Inner anod
Div tänkvärt vid hårdförkromning
- Trevärd krom orsaker kraftiga utväxter på högströms områden.
- Trevärd krom ger också partiella områden med ett mjukare kromskikt vilket kan ses efter läppning som små cirkulära områden.
- Man kan se på badlösningen om det finns mycket trevärt krom i badet. Badlösningen blir mörkare i nyansen.
- En höghalt av trevärt krom ger också upphov till råa och gropiga skikt.
- Studerar man voltmätaren så kan man se att den visar ett högre värde om halten trevärt krom ökar i kromlösningen, då den trevärda kromen sänker ledningsförmågan i badet. Likriktaren kompenserar då volten för att hålla den ampere som är inställd.
- Heef baden måste drivas med pinne mycket oftare än konventionella krom bad.
- Porer i grundmaterialet visar sig som en förstorad defekt i kromskiktet.
- Noduler är en inbakad defekt och beror på suspenderade föroreningar i baden. (inbakade partiklar).
- Vid rundpumpning av kromlösning så ökar man risken med att suspenderade ämnen hamnar på ytan och ger upphov till noduler. Det ger också en sämre macro spridning vilket visar sig på högströms områdena. Fördelen vid rundpumpning är en effektivare krom uppbyggnad vid ID pläteringar. Samt att temperaturzoner undviks.
- Detaljer med en hårdhet av 50 HRC eller högre kan efter förkromningen uppvisa sprickor. Vilket beror på att en ökning av dragspänningar sker.
- Överhänget som uppstår vid kromplätering är oftast den bidragande orsaken till att kromskiktet uppvisar macro sprickor efter slipning.
- Vid bearbetning av kromskikt så skall man undvika skärdjup över 3-5µm per minut. Kylningen är också ett kritisk moment vid slipningen av kromskikten.
- Anoderna i ett krombad skall byta minst 1 gång per månad, och alltid ihängas med ström för att vässa anoden.
Korundum Al 03
Kiselkarbid
Alumo 21 A = För hårda skrotslipningsavverkning.
Alumo 31 A = Lättare skrotslipningsavverkning.
Alumo 33 A
Alumo 41 A - 43 A Hårda härdbara material med risk för anlöpning.
Alumo 51 A - 53 A " " " " " " " + inneranslutningar.
Stora korn ger en högre avverkning än vad det ger med mindre korn. Dessa lämpar sig bättre till större arbeten och mjuka material samt att man kan arbeta med en större beröringsyta.
Finare korn ger så erhåller man en högre ytutjämning, dessa lämpar sig för mindre arbetsstycken samt hårdare material och man kan arbeta med en mindre berörningsyta.
Den så kallade hårdheten i skivan beror på bindemedlet i skivan.
CDEFG= mycket lös skiva.
HIJK = Lös skiva.
LMNO= Medium.
PQRS = Hård.
TUVX = mycket hård skiva.
1. Om skivan verkar för hård, så kan man genom att öka arbetsstyckets hastighet minska slipskivans periferings hastighet eller att öka inmatningshastigheten. Detta motverkar bränning, beläggning på skivan eller att skivan blir blanksliten dvs inga nya korn kommer fram.
2. Om skivan verkar vara för lös, så kan man genom att minska arbetsstyckets hastighet, öka slipskivans periferings hastighet samt minska inmatningen.
3. Bättre slipyta, fås genom att använda en mindre inmatning och att sidomatningen minskas.
Samt att man ger en finare av rivning av skivan.
Man skall ha en hårdare sammansättning av skivan om man slipsar mjukare material.
Man skall också använda sig av en mindre berörnings yta.
Lösare sammansättning för hårdare material och arbeta med en större berörnings yta.
Det frigörs inga nya korn om skivan är för lös och man använder sig av en för liten matning.
Önskar man sig en stor avverkning så skall man inte använda sig av för grova korn i skivan när man slipar hårda material. Vid vissa slip operationer är det fördelaktigt att använda sig spröda skivor ex vid värme känsliga material.
Normal slipning 10-20 m / min.
Mindre arbeten 2-3 m / min.
Ex 3000 varv per minut med en skiva med diameter 200 mm periferings hastigheten.
200 x 3,14 x 3000 = 31400 mm = 31,4 m / sek.
60
Om periferings hastigheten är 25 m / sek med en skiva med diametern 250 mm.
25000 x 60= 1910 varv / minut
250 x 314
Planslipning med långa kontakt bågar ger värmealstring vilket ger stora ytspänningar i den slipade ytan vilket leder till sprickor. Slipning av hårdkromskikt så skall man använda sig av lägre skärhastighet, mindre matning slipskivans hårdheten skall vara K eller L. Skivan skall vara av korundum med keramisk bindemedel.
Slipskivor med fina korn ger en fin yta och lämpar sig för slipning av hårda och spröda kortspånade material.
Korudumskivor G A 46 1 -H 6- V 10 .
G= korntyp. A=slipmedel. 46=kornstorlek. 1=kornblandning. H= hårdhet. 6=kornspridnng. V=bindmedel. 10 Fabrikat
Svart förkromning
Det jag kommer att skriva om svart förkromning är endast det jag vet om den bad process som jag själv har arbetat med och är den mest överlägsna av de processer som finns på marknaden vilket jag anser då jag har provat ett bad från en annan leverantör. Det bad som kommer att presenteras är Schlötters svart krombad.
Ett av de första vanliga bad recept som var det förnämsta hade följande data
Kromsyra 200g/l.
Ammoniummetavanadat 20g/l.
Ättiksyra 98% 6,5 ml/l.
Vatten till en liter.
Badet bör kompletteras med bariumkarbonat omkring 2g/l samt ett lämpligt vät medel för krombad.
Temperaturen skall vara så låg som möjligt ej över 25oC.
Spänningen som är beroende av bad volymen och temperaturen mm, ligger vanligen mellan 9-15 Volt.
Strömtätheten är badets stora problem då den måste vara hög 100-200 A/dm² eller högre.
Om man gör ett anslag på den dubbla A/dm² än arbets strömmen man använder sig av, så får man ett bra inslag samt att det blir svart på de låga strömtäthets områdena.
Beläggningen är inte helt svart utan snarare grafit grå, den blir mycket finare om man oljar in ytan efter förkromningen. Skiktet är mycket slitstarkt samt mycket värmetåligt. Svart kromskikt klarar temperaturer mellan 500-1000o C ( i vätgas atmosfär ) skiktet är alltså värme adsorberande.
Bad parametrar
Kromsyra: 400-500 gr/l ( bayer för den är renare från sulfat )
Sv,Cr tillsatts: 12-18 Gr/l (15gr/l )
CrO3: 4-15 gr/l (7,5gr/l )
Förbrukning av svart krom tillsatts: 3 kg /100 kg CrO3
Strömtäthet katodisk: 10-70 (25 ) A/dm²
Skikt tillväxt: 25 A/dm² ca 0,25 µ / min
Temperatur: 13-24 o C (18 o C )
Expositiontid: 1-10 min ( 3min )
Yta anod-katod: 1,2-2;1
Anoder: Bly med 10-15 % tenn
Nyberedning:
Tillblandning per 100 liter bad
45 kg kromsyra ( Bayern kromsyra )
1,5 kg svart krom tillsatts ( Shlötters EC-K salt )
- Fyll tanken med vatten tillhälften ( helst avjoniserat vatten )
- Blanda i kromsyran och rör om tillsätt kromsyran satts vis
- Tillsätt svart krom tillsatts i små poster OBS värme utveckling skum bildas. Rör om kraftigt och passa temperaturen den får ej stiga över 50 0C
- Fyll upp nivån med vatten Temp 20 0C
- Strömbelasta lösningen i 15-20 Ah / liter med en strömtäthet på 25 A/dm²
- Bad temperaturen får ej stiga över 400 C
Underhåll
Halten fri kromsyra i fri form och den 3-värda kromsyran bör analyseras regelbundit.
Kontrollera badtyngden med Bhome' meter, bad med en hög metall förorening skall korrigeras med analys värdena.
Indrag av klorider och sulfat - föreningar. ( lika som glanskrom ).
Svart krom tillsatts ( EC-K ) 3kg /100 kg kromsyra som är förbrukad.
Mörkare skikt: kan fås på detaljerna om man ökar tiden i badet till 5-7 minuter.
Kontrollera bad temperaturen 15-24 0C. Eller en tillsatts av saltet EC-K, därefter oxiderar man den 3-värda till 6-värt form.
Vita prickar / grå fällningar: Det beror på att man har gjort indrag av klorider. Tillsätt silver oxid och rör om kraftigt.
Dåliga inslag: Låg halt kromsyra tillsätt efter analys och tillsätt EC-K saltet. Kontrollera även sulfat halten om det nyligen har gjorts en tillsatts med kromsyra, tillsätt då bariumkarbonat och rör om kraftigt.
Vid dåliga inslag så får inte anod ytan ökas för att förbättra inslaget. Om anod ytan ökas så får man sämre och ljusare krom skikt eftersom 3-värda krom uppoxideras till 6-värt. Ytan anod-katod måste vara väl avvägd 1,2-2;1
Badtyngd 0Be kromsyra gr / liter Badtyngd 0Be kromsyra gr / liter
|
34,0 1,308 |
379 |
36,5 1,339 |
446 |
|
34,5 1,314 |
393 |
37,0 1,345 |
454 |
|
35,0 1,320 |
407 |
37,5 1,351 |
461 |
|
35,5 1,326 |
422 |
38,0 1,358 |
469 |
|
36,0 1,332 |
436 |
| |
Halten tre-värd påverkas genom att variationer av anod ytan. För liten anod yta i förhållandet till katod ytan ger en ökning av halten tre-värd krom.
Svart krom tillsatsen förbrukas i huvudsak genom utdrag och bad förluster och kan därför inte tillsättas / doseras efter omsatt ström mängd. Riktvärden är 3 kg per 100 kg förbrukad kromsyra.
Svart krom löser sig lätt i saltsyra och genom den behandlingen blir ytan också mera aktivare varigenom en om förkromning vanligen blir mera lyckad än den första förkromningen.
Efter förkromningen doppas den i en olja eller vax för att få en tilltalande blank yta.
Referenser:
Anders Sundman.
Sveriges Galvanotekniska Förening Band II Kap 17 page 169 - 217.
AMS Handbok Volume 5 Surface Engineering.
Finishing.com
Svenska Schlötter.
Rockström Kafab.
Bernt Andersson Kafab
AMS 2406 Cromium plating
AMS 2430, 2431 shoot peening
Jack Champagne The history abouth shoot peening
Karlebos Metall Handbok Kap slipning